Manufacturing Solutions to Support End-to-End Optimization of the Value Chain
Hitachi has developed a new IoT-ready industrial controller, the HX Series Hybrid Model. In addition to executing control functions such as sequence control and motion control, this controller can execute information system communication and programming languages adapted to data processing without affecting the control operations.

Internet of Things Development Office, Business Operations Group, Hitachi Industrial Equipment Systems Co., Ltd. Current work and research: Development of business utilizing industrial IoT solutions.

Internet of Things Development Office, Business Operations Group, Hitachi Industrial Equipment Systems Co., Ltd. Current work and research: Development of business utilizing industrial IoT solutions. Society memberships: The Institute of Electrical Engineers of Japan (IEEJ), The Institute of Electronics, Information and Communication Engineers (IEICE), The Institute of Image Information and Television Engineers (ITE), Information Processing Society of Japan (IPSJ), and The Institute of Positioning, Navigation and Timing of Japan (IPNTJ). Certifications: P.E.Jp (Professional Engineer, Japan) of Electrical & Electronics Engineering, Information Engineering, and Engineering Management.

Business Planning Department, Drive Systems Division, Business Operations Group, Hitachi Industrial Equipment Systems Co., Ltd. Current work and research: Planning of business for drive system products.

Industrial Control Systems Design Department, Drive Systems Division, Business Operations Group, Hitachi Industrial Equipment Systems Co., Ltd. Current work and research: Development of IoT-ready industrial controllers.
To perform control in real time, the controllers that control the operations of manufacturing sites and equipment and machinery capture the required sensor input signals from equipment and machinery, perform computations at high speed as specified in the programs (control logic) that encode the control operations, and output the computation results to devices such as actuators in the form of output signals.
Since manufacturing sites contain equipment and machinery performing large-scale operations, they are often environments with harsh temperatures and noise conditions that demand controllers with environmental and noise resistance. Today’s increasingly advanced control operations also call for real-time performance that can complete process sequences in milliseconds or tens of milliseconds.
As computer technology becomes more advanced, control processes are increasingly being written in programming languages conforming to the International Electrotechnical Commission (IEC) 61131-3 standard, which enables object-oriented programming in addition to conventional ladder programs. There is increasing demand for standard international specifications for dealing with the globalization of manufacturing sites, and a need for standardization in response to IEC 61131-3 and PLCopen*1.
Networks are being used to enable more advanced control systems driven by multiple connections to equipment, machinery, and information systems. Control networks are used to provide the network connectivity needed for the input and output signals that controllers use for control applications.
These networks usually support a large number of devices. The use of standardized programming languages and control networks should become increasingly common for controllers in the years ahead. Advances in semiconductor technology should also significantly improve controller real-time performance, and demand for Internet of Things (IoT)-driven applications is expected at manufacturing sites. IoT applications at manufacturing sites are expected to enable benefits such as production efficiency improvements, quality assurance, faster delivery, cost reductions and predictive maintenance. Using the large number of signals handled by controllers will be effective for achieving these benefits.
The next section describes the new IoT-ready industrial controller model Hitachi developed. This model adds new functions that enable a large number of signals to be handled in real time and used as data.
The HX Series Hybrid Model (HX Hybrid) is an IoT-ready industrial controller developed by Hitachi that provides programmable logic controller (PLC) functions and network functions, along with enhanced data processing functions. HX Hybrid can execute data processing programs for IoT applications at a manufacturing site while executing control operations. It provides a seamless connection between the manufacturing site and the information system, expediting the development of industrial IoT applications (see Figure 1).
From the perspective of the host information system, the manufacturing site appears to function in a manner that is analogous to data processing software. The reason is that the manufacturing site coded by the controller’s control program can be verified using the data processing protocol provided by the controller’s data processing program, and the processes connected to data processes in the controller can also be created by the data processing program. This configuration effectively turns the manufacturing site into virtual data processing software, enabling more flexible construction of systems for implementing industrial IoT applications. This is known as the software-defined controller (SDC) concept. Its defining elements are described below.
Figure 1—HX Hybrid Concept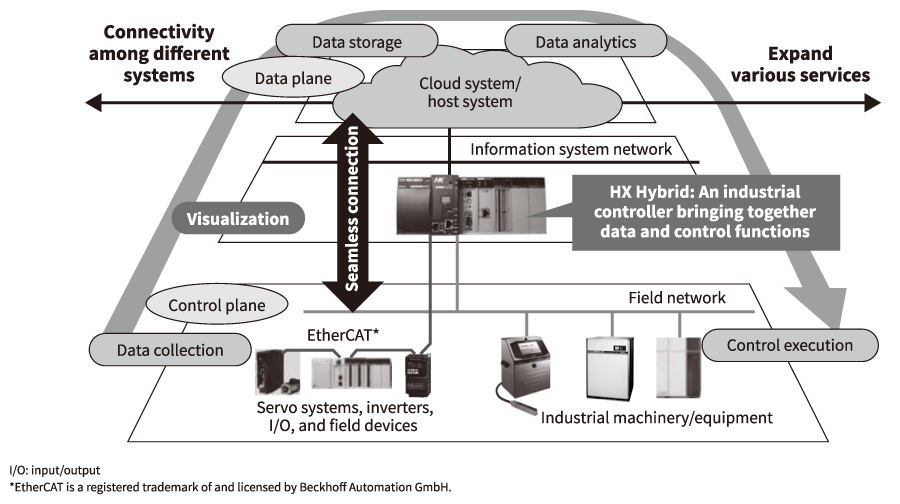 HX Hybrid seamlessly connects a manufacturing site (control plane) with the information system (data plane), expediting industrial Internet of Things (IoT) applications by bringing together data and control functions.
HX Hybrid seamlessly connects a manufacturing site (control plane) with the information system (data plane), expediting industrial Internet of Things (IoT) applications by bringing together data and control functions.
The SDC concept can be described as follows: An SDC is defined as a controller that can flexibly change its functioning in response to the host system without affecting running control operations (see Figure 2).
HX Hybrid is a controller that implements the SDC concept. It executes both control logic and data programs, shares control data in control and data applications, enables online data program editing, connects to IoT platforms, processes data to enable effective use, and performs edge computing at the site (see Figure 3).
Figure 2—SDC Concept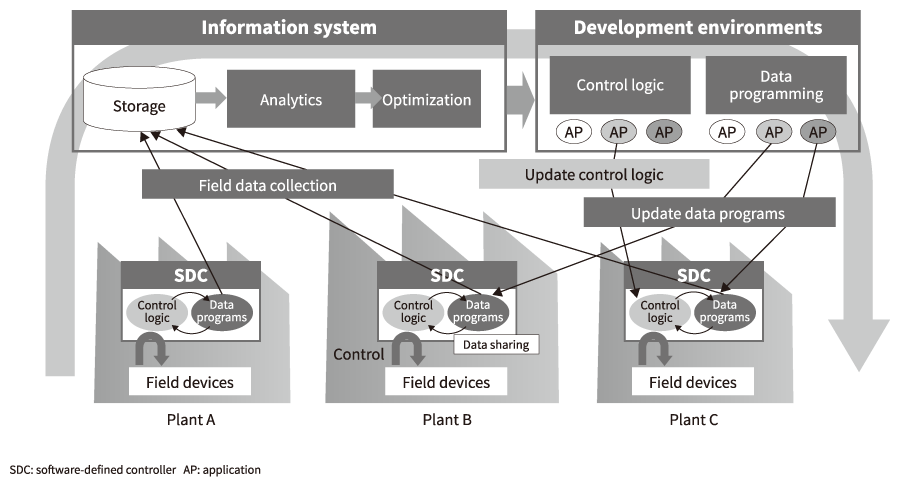 An SDC is a controller that can flexibly change its functioning in response to the host system without affecting running control operations.
An SDC is a controller that can flexibly change its functioning in response to the host system without affecting running control operations.
Figure 3—HX Hybrid A photo showing the HX Series Hybrid Model IoT-ready industrial controller.
A photo showing the HX Series Hybrid Model IoT-ready industrial controller.
HX Series controllers are designed to make a manufacturing site function as software by performing functions previously done by dedicated hardware. Open hardware (a general-purpose processor and operating system) is used to make up for any lags in the system, keeping it at the required control performance. To enable a single HX Hybrid controller to run both PLC functions and data processing programming languages (C/C++), it adopts a container technology with built-in control containers and data containers that enable control operations and data processes to be run independently (see Figure 4).
Control operations are written and debugged in the control logic development environment, while data processes are written and debugged in the data program development environment. The two types of programs are each stored and executed in separate containers, enabling a seamless connection between the manufacturing site and the information system. By enabling each program type to operate independently, data programs can be edited while control operations are being performed, enabling online editing to improve or update data programs without affecting production activities at the manufacturing site.
In addition to input and output signals used to perform control operations in real time, HX Hybrid comes with EtherCAT-compatible functions as a standard feature. EtherCAT enables the devices used at manufacturing sites to be connected, and is expected to grow in popularity as a control network. HX Hybrid is also compatible with other control system networks in widespread use such as PROFINET*2, PROFIBUS*3, DeviceNet*4, FL-net, and Modbus*5. HX Hybrid enables seamless connection between the manufacturing site and the information system by providing a gateway function from the information system in the form of a control system network.
The information system network has server functions based on object linking and embedding for process control unified architecture (OPC UA)*6. OPC UA server functions can be used to easily enable two-way exchanges of control data with the information system. There is also a development environment for information system engineers that can run C/C++ programs that use the data containers provided by HX Hybrid for running data programs, and it enables smooth application of the Internet Protocol (IP) using C/C++ programs.
Data processing programs can be managed in up to four independent data containers, and have an online modification function that enables data processing programs to be rewritten while control operations are being performed.
Figure 4—HX Hybrid Containers HX Hybrid has containers that enable independent execution of control operations and data processes.
HX Hybrid has containers that enable independent execution of control operations and data processes.
HX Hybrid has a data sharing function that enables the control data used in control operations to be shared with data processing programs. The data shared with these programs is registered in advance in the programming environment used to perform the control operations. Data is registered by specifying the same variable names used in the control program (control logic).
Variable names registered in control operation programs can be extracted as header files by data processing programs. The same variable names used in control operation programs can be used in data processing programs.
Since data sharing is done automatically as part of the control operations, there is no need for both programs to be aware of the data sharing process. Control operations and data processing can be created independently, enabling the manufacturing site to be seamlessly connected to the information system.
This section describes an actual production equipment application of HX Hybrid.
Hitachi created a system for equipment that conducts industrial device assembly inspections. Data such as the start and end times of each process, work results, etc. is collected by HX Hybrid from an existing PLC used for control operations. The data is sent to Hitachi’s Lumada IoT platform, and the system accumulates and studies the data to create simulations for subsequent production plans (see Figure 5).
The assembly inspection equipment is used on a high-mix production line and supports flexible production. Creating production plan simulations adapted to order statuses that fluctuate daily enables timely product supply while maximizing productivity.
When applying HX Hybrid to this system, it was possible to add HX Hybrid quickly to the existing system without stopping production activities. When constructing the system, the information system engineers were able to verify the overall operation in advance from their workstations, letting them check the desired operations in a short period of time.
The example described here involved using HX Hybrid for production plan simulations, but Hitachi also plans to use it for productivity improvement, quality assurance, and predictive maintenance of a variety of equipment at manufacturing sites.
Figure 5—Example Application of HX Hybrid for Production Equipment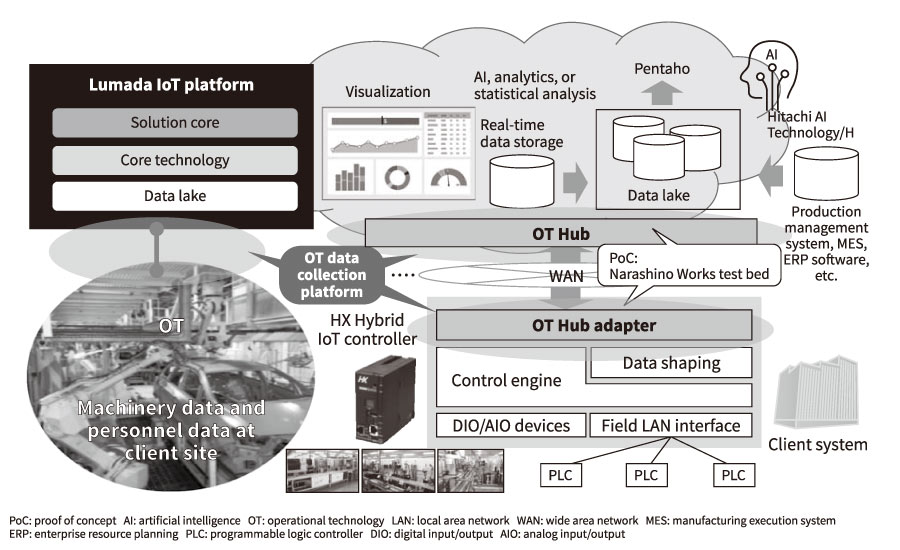 HX Hybrid was added for use with existing industrial device assembly inspection equipment without stopping production.
HX Hybrid was added for use with existing industrial device assembly inspection equipment without stopping production.
This article has presented HX Hybrid, an IoT-ready industrial controller that can be used to drive the development of industrial IoT applications. HX Hybrid supports the SDC concept by seamlessly connecting the information system and manufacturing site without major changes to the existing system.
HX Hybrid uses the programming languages needed for the global expansion of controllers used for real-time control applications. It supports several different control networks, and uses container technology to provide a configuration enabling the joint use of program development and control data in programming languages (C/C++) that are familiar to information system engineers (see Figure 6). These features allow HX Hybrid to effectively turn the manufacturing site into software. HX Hybrid is a new industrial controller that will contribute to future industrial IoT applications.
Figure 6—Benefits of HX Hybrid for Expediting Industrial IoT Applications The application development environments provided by HX Hybrid can be used to update control logic and data programs.
The application development environments provided by HX Hybrid can be used to update control logic and data programs.
