In March 2015, Hitachi won an order (through Caledonian Rail Leasing Limited) from Abellio, a train operating company, to supply 234 Class 385 railcars (46 train sets of three cars each and 24 train sets of four cars each, for a total of 70 train sets) together with a 10 year maintenance contract. The Class 385 was developed as AT-200 standard commuter rolling stock, which is part of Hitachi’s A-train product range. The trains are scheduled to commence commercial operation in 2017 on railway lines in Scotland for which Abellio is the franchise holder, including the track being upgraded under the EGIP. This article gives an overview of the Class 385, which is the first order for AT-200 rolling stock, and describes the development process.

Global Project, Kasado Works, Railway Systems Business Unit, Hitachi, Ltd. He is currently engaged in the engineering management of rolling stock for overseas markets.

Global Project, Kasado Works, Railway Systems Business Unit, Hitachi, Ltd. He is currently engaged in the engineering of rolling stock for European markets.

Global Project, Kasado Works, Railway Systems Business Unit, Hitachi, Ltd. He is currently engaged in the engineering of rolling stock for European markets.

Global Project, Kasado Works, Railway Systems Business Unit, Hitachi, Ltd. He is currently engaged in the engineering of rolling stock for European markets.

Global Project, Kasado Works, Railway Systems Business Unit, Hitachi, Ltd. He is currently engaged in the engineering of rolling stock for European markets.

Product Design Department, Global Centre for Social Innovation – Tokyo, Research & Development Group, Hitachi, Ltd. He is currently engaged in the development of designs for rolling stock.

Engineering Department, Electric Wire & Cable Business Unit, Cable Materials Company, Hitachi Metals, Ltd. He is currently engaged in the development of rolling stock cable and cable installation design. Mr. Kawase is a member of the International Electrotechnical Commission (IEC) TC9 and TC20 technical committees.

Hitachi Rail Europe, Ltd. He is currently engaged in the project management of the ASR project.
THE Class 385 is based on the AT-200, which was developed for global markets with the aim of providing flexibility of configuration while making maximum use of standardisation. It is a semi-customised model of a type common in global markets, with fewer components and greater standardisation of components achieved by adopting the “mother design” developed for the AT-300 (a typical example of which is the Class 800) and competitive lead times achieved by shortening the specification-setting process.
This article gives an overview of the Class 385 project and of the rolling stock itself and also describes the development methods.
Abellio, which is headquartered in the kingdom of the Netherlands, obtained a franchise to provide ScotRail services in October 2014, and these services commenced in April 2015 under the name “Abellio ScotRail” (ASR).
Meanwhile, since 2013, the Scottish government has been promoting the Edinburgh Glasgow Improvement Programme (EGIP) to upgrade the railway network at a cost of more than 700 million pounds. The programme is expected to extend electrification to a total of 150 km of track between Edinburgh and Glasgow and their surrounding areas and to improve station buildings and platforms.
The newly developed Class 385 is scheduled to commence operation progressively from December 2017 on track including sections upgraded by the EGIP. ASR's introduction of the Class 385 and the EGIP infrastructure upgrades will shorten the journey between Edinburgh and Glasgow to as little as 42 minutes, with total rail transport capacity in the vicinity of the two cities expected to be 30% higher by 2019 than it was in 2013 (see Fig. 1).
Fig. 1—Planned Routes for Class 385.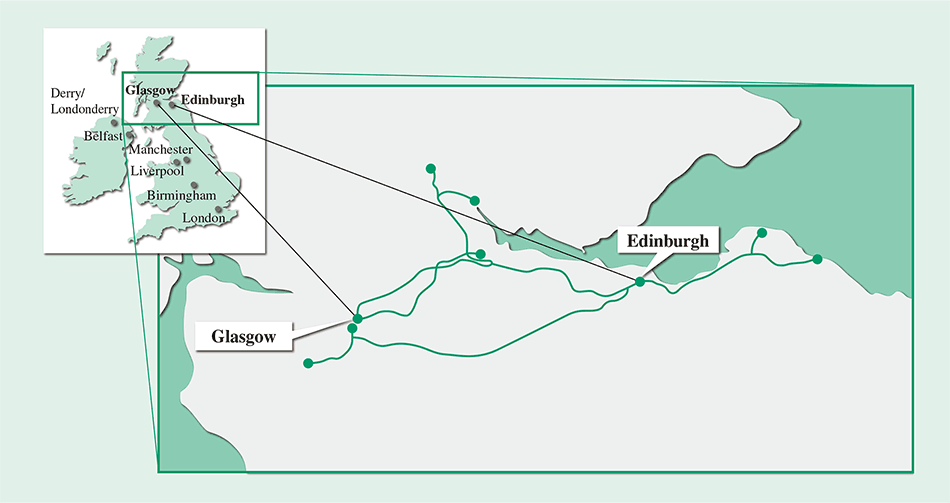 The Class 385 is scheduled to commence commercial operation around Edinburgh and Glasgow from December 2017.
The Class 385 is scheduled to commence commercial operation around Edinburgh and Glasgow from December 2017.
TABLE 1. Rolling Stock Main SpecificationsThis table lists the main specifications of the Class 385.

Class 385 rolling stock was designed to work with the infrastructure in Scotland, including the track, platforms, and bridges.
In terms of compliance standards, the Class 385 was designed in accordance with both the latest European standards, including the Technical Specifications for Interoperability (TSI), and the Railway Group Standards (RGS), which are UK railway standards.
Fig. 2 shows the train formation of the rolling stock and Table 1 lists the main specifications. Each train set consists of either three or four cars, the 12-car maximum configuration for commercial operation is formed by coupling train sets together. The lead and rear railcars have an automatic coupler at the front and walk-through gangway hoods. When train sets are coupled together, the hoods fit together as part of the automatic coupling operation to provide access between train sets, meaning that passengers and staff are able to move freely from one train set to another.
The carbodies are made from aluminum alloy, with a crashworthy structure that complies with the latest European standards while the front part still allows movement from one car to another.
The passenger cabins are separated into two compartments for first class and standard class. Seats, tables, and other fittings comply with TSI, RGS, and Persons with Reduced Mobility-TSI (PRM-TSI), the TSI accessibility requirements for people with disabilities, and the structure and layout are designed with consideration for crashworthiness, fire resistance, and use by people with disabilities. These specifications were determined at the design stage, which included audits by the train operating company (TOC), rolling stock leasing company (ROSCO), relevant organisations, and other third-party agencies.
Fig. 2—Train Formation (Four-car Train Set).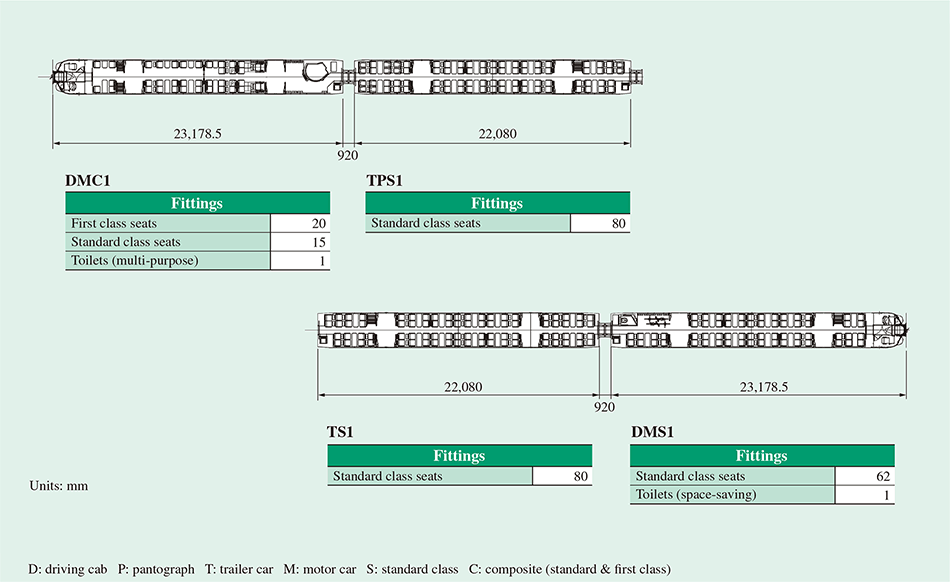 The Class 385 is used in three-car and four-car train formations. The lead and rear railcars have walk-through gangway hoods and can be connected together in a maximum of four train sets with 12 cars for commercial operation.
The Class 385 is used in three-car and four-car train formations. The lead and rear railcars have walk-through gangway hoods and can be connected together in a maximum of four train sets with 12 cars for commercial operation.
With a view to future orders for what is its standard commuter train, Hitachi undertook development work proactively to design the Class 385 based on an investigation into what features are required in commuter rolling stock (see Fig. 3).
One of the major points of difference between the design of commuter trains and the design of high-speed trains (a category with which Hitachi has past experience) is the front shape of the lead railcar.
The nature of commuter rolling stock means that fitting the front centre of the lead railcar with a hood is a basic requirement for use when coupling to other cars. Despite its short length, the front-end design needs to satisfy a variety of standards and requirements that influence each other in complex ways, including providing somewhere to house the hood, requirements for crashworthiness, and visibility for the driver.
The design review started by adopting the same lateral cross-section as the AT-300 with the aim of standardising key components. For the shape of the front-end car, this involved deciding how to proceed toward the ideal design with reference to various anticipated requirements, including a crashworthy structure and driver visibility, while also giving the railcar smooth surface flow from the cabin to the front end. The next step was to fine-tune the design based on the actual conditions once equipment such as the hoods had been selected. Finally, the various elements were combined to achieve a well-balanced design that still provided the driver with the visibility required by the standards.
While component standardisation is a pre-condition when developing the design for standard rolling stock, it is also crucial that the design be able to adapt flexibly to customer requirements. The design of the Class 385 was able to proceed quickly because the commuter train requirements had already been incorporated, while also seeking to maintain consistency with the AT-300. With plans to utilise the design elsewhere, Hitachi is currently working on an interior design that is able to adapt flexibly to customer preferences while still being highly standardised.
Fig. 3—Exterior Image of Class 385. The design of the lead railcar must satisfy a variety of standards and requirements that influence each other in complex ways, including providing somewhere to house the hood and requirements for crashworthiness and driver visibility.
The design of the lead railcar must satisfy a variety of standards and requirements that influence each other in complex ways, including providing somewhere to house the hood and requirements for crashworthiness and driver visibility.
Fig. 4—Traction System.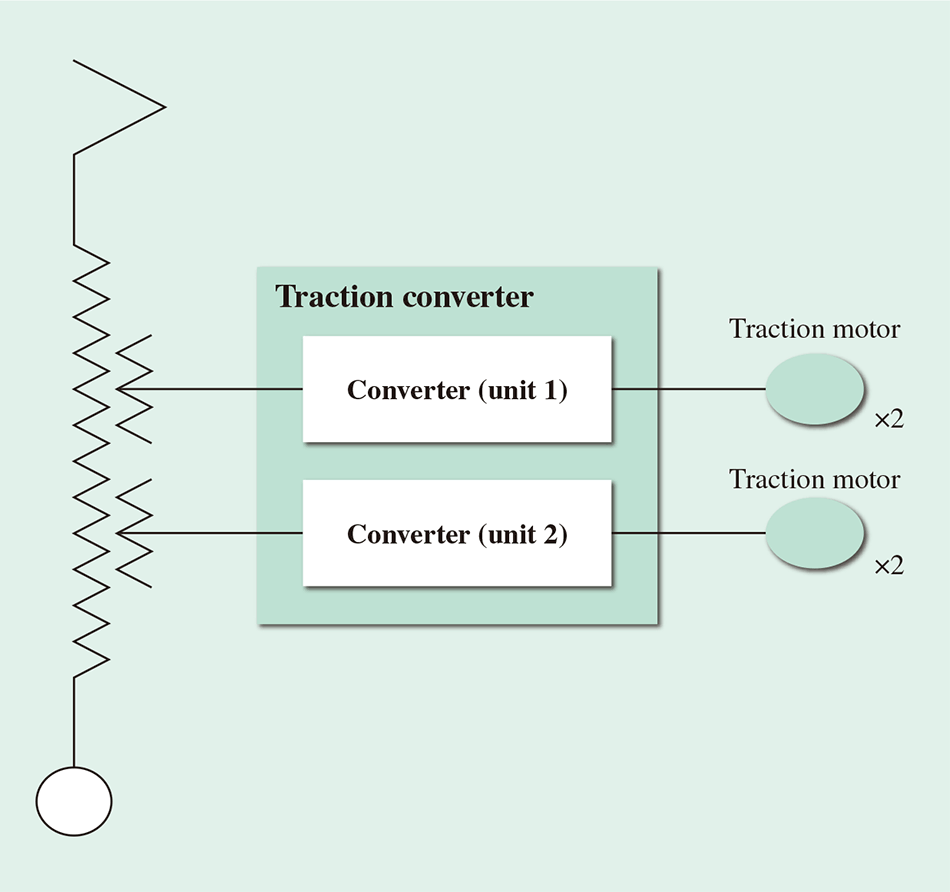 The traction system converters drive the traction motors in the bogies, with two motors in each bogie.
The traction system converters drive the traction motors in the bogies, with two motors in each bogie.
As described below, the Class 385 uses the same main electrical components as the AT-300. However, the following electrical systems were adopted for use in the Class 385.
Railway businesses in the UK include ROSCOs, TOCs, and track maintenance and management companies. The TOCs pay fees, called track access charges, which are based on the weight of rolling stock and the distance travelled, and are obliged to pay the track maintenance and management company for the electrical power consumed in train operation. Because lighter trains put less load on the track, they incur lower track access charges. As lighter trains also consume less electrical power, there was strong demand from the TOC to make the rolling stock lighter, right from the pre-contract stage.
There are two types of Class 385, a four-car train set and a three-car train set. The four-car train set has two motor cars (M) and two trailer cars (T) in what is called a 2M2T configuration. For a three-car train set, in contrast, sufficient traction capacity is provided by 1.5 M cars. Accordingly, the Class 385 adopts a system in which the traction unit (converter) is split into two drive systems, with each car having two motor bogies that are controlled separately (see Fig. 4). This means that three-car train sets can have a 1.5M1.5T configuration in which one of the bogies on one of the two M cars is a trailer bogie, thereby eliminating two traction motors and one traction unit drive system. This configuration reduces the weight of a three-car train set by approximately 1.5 t.
In line with how the traction system controls each bogie separately, each car has two brake controllers and the system controls the brakes for each bogie independently.
Because it is used for high-speed trains, the AT-300 has an airtight recessed sliding door system. In contrast, because it is intended for commuter trains where airtightness is not required, the Class 385 uses a plug door system that is common in Europe. Plug doors simplify the internal design because they open by sliding the door outside the car and therefore do not required on-board space for the doors to slide into.
Fig. 5—Interior Module.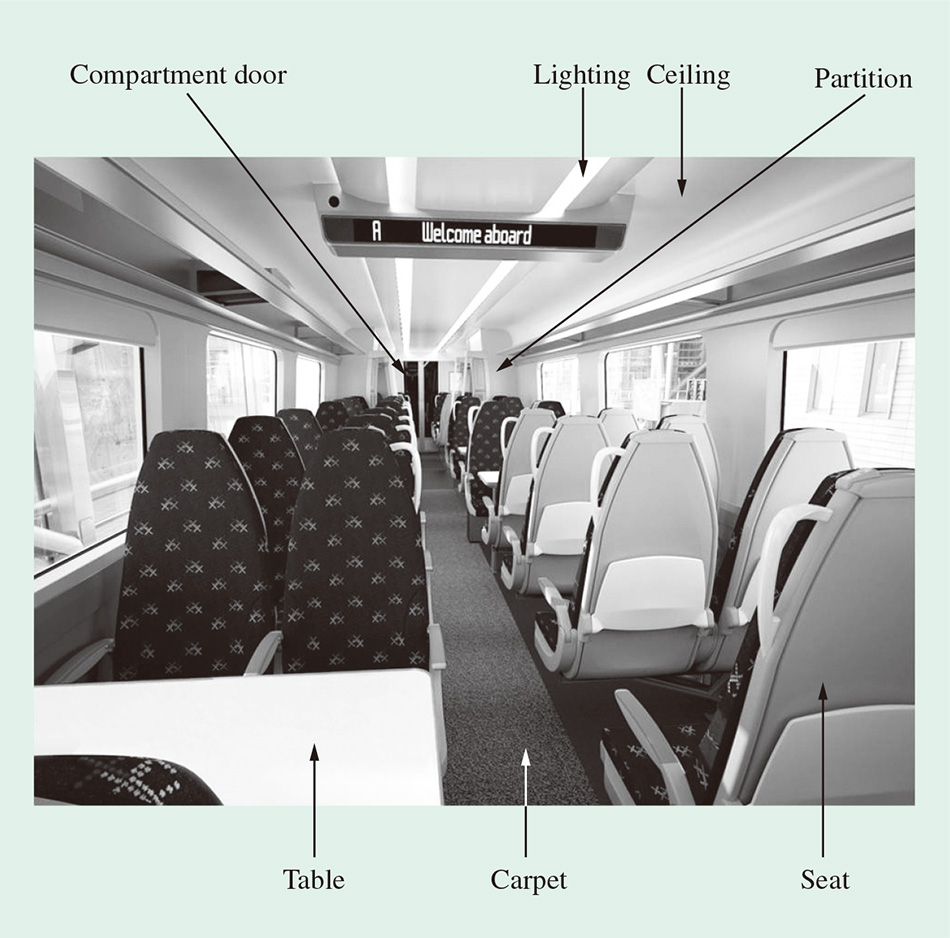 The designs of important components (floor, ceiling, etc.) and electrical fittings (lighting, compartment doors, etc.) are the same as on the AT-300.
The designs of important components (floor, ceiling, etc.) and electrical fittings (lighting, compartment doors, etc.) are the same as on the AT-300.
In developing the Class 385, Hitachi achieved compliance with the UK railway system and other relevant standards, as well as reliability and competitive lead times, by establishing a mother design that incorporated developments from the AT-300 (a typical example of which is the Class 800/801) as well as the AT-200, and by standardising the design as much as possible.
The double-skin structure in which thin-wall extrusions are used for the carbody walls, roof, and floor has the same design as the AT-300, with minor changes such as the provision of larger windows. In the interior modules (passenger cabins), important components such as floors and ceilings, and key electrical fittings such as lighting and compartment doors, also have the same design as the AT-300. Meanwhile, the design and layout of fittings such as seats, tables, carpets, and entrance partitions were chosen based on the requests of the UK TOC and ROSCO (see Fig. 5).
The bogies and air conditioning were designed to enable short lead times and to use standardised components, with the same design as the AT-300, and only minor changes such as optimisation of the bogie suspension were made to deal with the different speed, track, and other operating conditions of the Class 385.
Fig. 6—3D Design of Driving Cab Wiring Harness.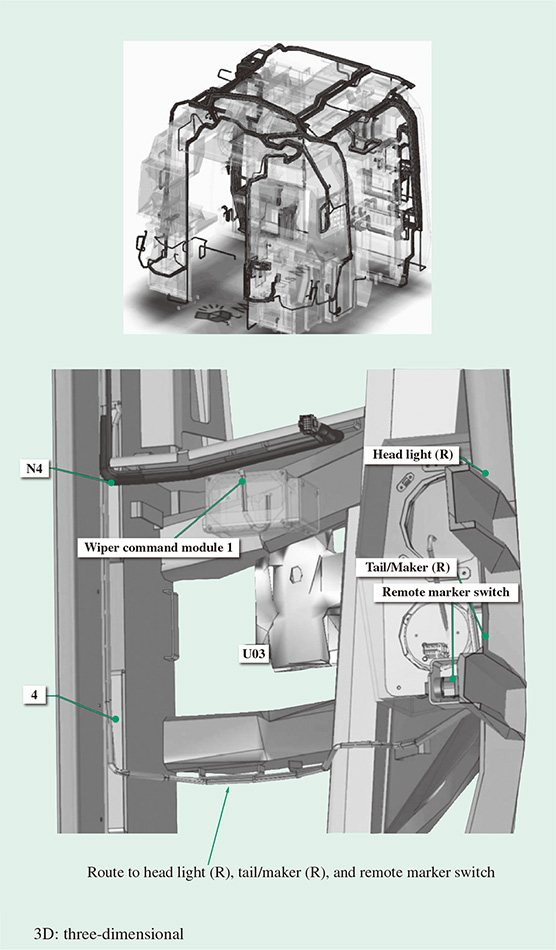 The top image shows the 3D design of a driving cab harness used for a design study and the bottom image shows its use for work instructions.
The top image shows the 3D design of a driving cab harness used for a design study and the bottom image shows its use for work instructions.
A large number of detailed adjustments are required as part of the various operating procedures associated with rolling stock wiring and pipework, including preparation, installation, and connection, with many complex instructions included on the drawings. Up until now, such work has been carried out by experienced staff at Hitachi's Kasado Works. From the eighth train set onward, wiring and piping work for Class 385 is scheduled to start at Hitachi's UK factory. Accordingly, revisions have been made starting from the design methodologies for the wiring and pipework to ensure that this work is performed correctly, even if locally hired workers are unfamiliar with reading drawings and making these detailed adjustments. While the Kasado Works performs cutting, bending, other preparations for wiring and pipework on-site, and pre-assembles some parts, a modular design has been adopted for the UK factory, meaning it will outsource the work for both wiring and piping. The UK factory will only perform installation and connection at the site. The following describes the wiring design in more detail.
The problems with the past practice of using two-dimensional (2D) drawings for wiring design include the inability to entirely eliminate the tendency of wires to become twisted and the fact that 2D drawings do not fully represent the bending radius in cases where wires of different sizes are bundled together. To allow for this, the designs have added an additional margin to wiring harness lengths. Moreover, tasks such as providing extra wiring length or making minor changes to the wiring routes have depended to a large extent on worker experience, which was something that needed to be improved for production in the UK. Accordingly, work on three-dimensional (3D) design and fabrication of rolling stock wiring harnesses was undertaken in collaboration with Hitachi Metals, Ltd., a company with considerable experience in the design and manufacture of wiring harnesses for industrial and medical equipment.
The initial step was to prepare a 3D design of the driving cab, which has complex routing requiring work in confined spaces, and to evaluate how well this worked. Compared to 2D design, using a 3D model of the driving cab enables the optimal routing, length, and quantity of wiring to be determined with greater accuracy, and results in a harness design and construction that is easier to install. In addition to the drawings, work instructions were provided by the installation requirements documents, which used a 3D model of each harness to show how it was to be installed. This improved productivity by helping workers to visualise how the completed wiring would look (see Fig. 6). As a result, the time taken for wiring installation was 50% shorter compared to the previous design. Once the practicality of this design method had been demonstrated, its use was extended to all parts to shorten the time for wiring work.
By using 3D design for the Class 385, Hitachi was able to establish supply practices for wiring harnesses that suited UK production and made installation easier. Hitachi intends to adopt the method as the standard for future AT-200 wiring harness design and proceed with trouble-free rolling stock production in the UK.
Fig. 7—Virtual Mock-up of Driving Cab Area. The photo shows a customer review being conducted using screen projection virtual reality at the Virtual Engineering Centre of the University of Liverpool.
The photo shows a customer review being conducted using screen projection virtual reality at the Virtual Engineering Centre of the University of Liverpool.
To provide a safe and comfortable working environment for drivers and other onboard staff, the primary design of the area around the driving cab was based on ergonomic design, including making the various controls (including gauges and monitors) easy to use, improving the visibility of track and wayside equipment, and making it easy to escape in the event of an emergency.
Meanwhile, many structures of the driving cab area layout needed to maintain consistency with existing rolling stock and satisfy requirements that derived from the experience of the TOC. For the Class 800/801, approval for this part of the design was obtained by creating a full-scale mock-up for review.
As there was not enough time to do this during the development of the Class 385, performing the design without the benefit of a mock-up was one of the challenges. Instead, a virtual mock-up was developed using virtual reality (VR) technology through an industry-academia partnership involving the University of Liverpool and OPTIS Northern Europe Ltd. (see Fig. 7).
Computer-aided design (CAD) data for the full 3D design of the driving cab area was used to enter design information into VR and the virtual mock-up was utilised for customer reviews.
An advantage of the virtual mock-up was that it could provide direct feedback in VR on changes proposed in response to customer requests, thereby significantly reducing the time taken to finalise the specifications (approximately one-third of the time taken using the previous mock-up).
This article has presented an overview of the Class 385 standard commuter rolling stock developed for global markets and described the development methods used.
Hitachi is contributing to the increasing sophistication of railway systems in markets in Europe and emerging economies, as well as in the UK, by expanding its range of global A-train models (a semi-customised type of standard rolling stock) to supply rolling stock that meets the needs of railway businesses with competitive lead times.
