Services, Systems, and Products for Smarter Factories
Industrial inkjet printers can print on objects without coming into contact with them. Their rapid drying characteristics and suitability for high-speed printing means they are used to print date, lot, and other manufacturing information on a wide variety of products, ranging from foods, beverages, cosmetics, and other consumer goods to industrial products such as chemicals, electronic components, and car parts. In the case of beverage cans, for example, inkjet printers can print at rates of around 2,000 cans per minute. These features also mean that unavailability due to a printer fault or other problem can have a severe impact on a production line, even halting the dispatch of products. Moreover, along with the need to maintain print quality, compliance with the ever-tightening regulations governing use of chemicals is also a requirement. This includes minimizing the release of volatile solvents during maintenance as well as ensuring that printer inks satisfy requirements regarding organic solvents. This article describes the value and features provided by Hitachi’s industrial inkjet printers and inks





With quality management coming to play an increasingly important role in manufacturing, industrial inkjet printers have been called on to print a greater diversity of information over recent years and to do so more reliably. This has also been accompanied by very high demand for performing simple operations for the safety and security of operators and the work environment. In response, Hitachi has developed new technologies with a focus on ink, hardware, and software. This article describes these new technologies and their features.
Fig. 1—Samples of MEK-free Ink and Development History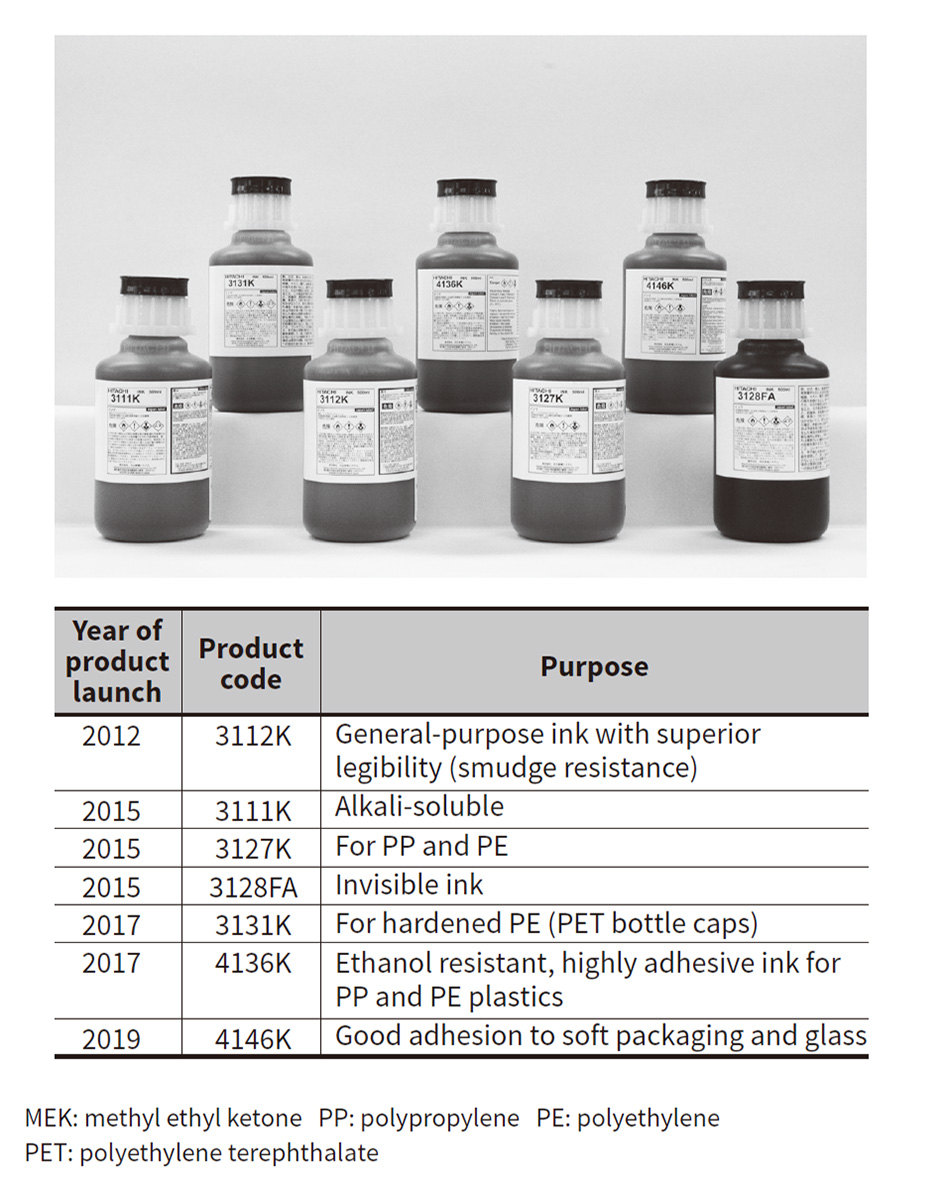 The figure represents the history of the development of MEK-free ink, showing samples of the inks and what they are used for.
The figure represents the history of the development of MEK-free ink, showing samples of the inks and what they are used for.
Controls on chemical substances are becoming stricter around the world. The Registration, Evaluation, Authorisation and Restriction of Chemicals (REACH) and Restriction of Hazardous Substances (RoHS) regulations in Europe are a leading example, and other nations are establishing similar regulations and requiring the control of chemical substances in association with restrictions on psychoactive drugs. In Japan, the Ordinance on the Prevention of Organic Solvent Poisoning and Ordinance on Prevention of Hazards due to Specified Chemical Substances that form part of the Industrial Safety and Health Act include stipulations on how chemical substances are to be dealt with, with enforcement of these rules becoming stricter. In response, Hitachi has been developing inks for inkjet printers that comply with REACH, RoHS, and other laws governing chemical substances in different parts of the world.
The main solvent currently used in inkjet printer inks is methyl ethyl ketone (MEK), chosen for its low cost of procurement and its effectiveness at dissolving different polymers. However, MEK is subject to controls in overseas jurisdictions because it can be used as a feedstock for producing psychoactive drugs and it is also one of the substances covered by the above organic solvent ordinance in Japan. This has led to demand for MEK-free inks. Figure 1 shows the range of inks that Hitachi has developed and put on sale in response to this demand. While ethanol was the main solvent used in inks developed up until 2017, the problems with these included an inability to provide ethanol resistance and poorer adhesion compared to MEK inks. This led Hitachi to look for alterative solvents to ethanol, resulting in the launch of the 4136K ethanol-resistant ink in 2017, Hitachi 4136K ink. This was followed in 2019 by the 4146K ink that features good adhesion to soft packaging and glass. Hitachi intends to help create value for customers by continuing to develop high-performance inks that do not fall under the scope of the organic solvent ordinance.
Inkjet printers are used to print dates and lot numbers on industrial products at high speed. Maintaining print quality requires daily maintenance in which organic solvent is used to clean off the ink that adheres to the print head. In response, Hitachi has developed its new UX-C printer that is equipped with automatic print head cleaning as well as a mist collector that reduces the need for print head cleaning (see Figure 2).
Automatic print head cleaning is used as part of daily maintenance of the print head performed after printing has finished, for example. It is a task that, on previous models, was performed manually by an operator, which resulted in a certain amount of the cleaning fluid (organic solvent) volatizing into the atmosphere. After first opening the print head cover and engaging the cleaning unit, the automatic function is invoked by a simple command from the operation panel that cleans ink residue from the nozzle, deflecting electrode, and gutter in the print head and then allows the various parts to dry. This eliminates the need for manual maintenance by the operator and reduces the amount of organic solvent that volatizes during cleaning (see Figure 3).
Printing with an inkjet printer results in a mist of ink that comes off the object being printed on and adheres to the inside and outside of the print head. The mist collector function catches the mist of suspended ink that occurs in situations such as when print dots overlap, using an absorbent sheet that is attached to the head cover for this purpose. By doing so, it reduces the amount of ink that builds up on the deflecting electrode, something that can be a cause of poor print quality or interruptions to printing. Static electricity is also used to minimize the build-up of ink on the deflecting electrode by equipping the printer with a new electrode that attracts the ink mist and has a layout that was specially designed using electric field analysis. This makes maintenance easier, not only because it allows a longer time between head cleaning, but also because the ink mist that has built up in the head cover can be removed simply by replacing the absorbent sheet (see Figure 4).
Fig. 2—UX-C Printer with Built-in Head Cleaning Unit (UX Series) This is the latest model of industrial inkjet printer incorporating a head cleaning unit.
This is the latest model of industrial inkjet printer incorporating a head cleaning unit.
Fig. 3—Cleaning in Progress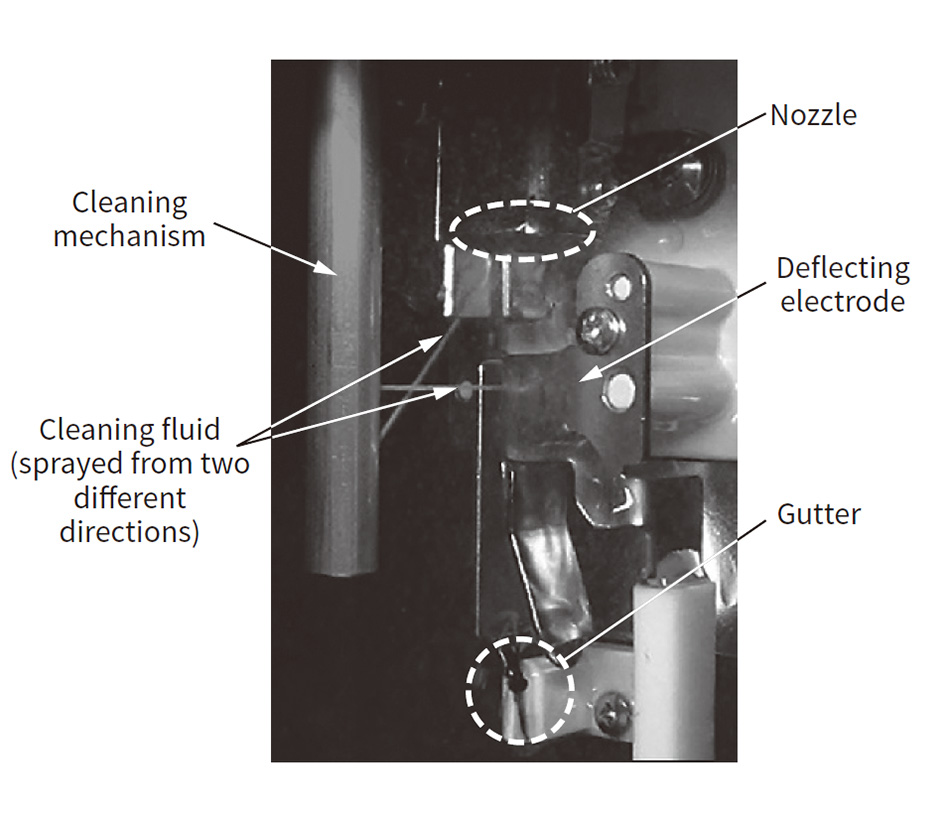 The cleaning mechanism sprays cleaning fluid to clean ink residue from the nozzle, deflecting electrode, and gutter. Two cleaning time settings are available to suit different levels of dirtiness.
The cleaning mechanism sprays cleaning fluid to clean ink residue from the nozzle, deflecting electrode, and gutter. Two cleaning time settings are available to suit different levels of dirtiness.
Fig. 4—Mist Collector Function The ink mist guide electrode uses static electricity to guide the suspended and electrically charged ink mist toward an absorbent sheet on the outside of the head cover while also minimizing how much of the ink mist that gets inside the head is deposited on the deflecting electrode.
The ink mist guide electrode uses static electricity to guide the suspended and electrically charged ink mist toward an absorbent sheet on the outside of the head cover while also minimizing how much of the ink mist that gets inside the head is deposited on the deflecting electrode.
Being a form of industrial equipment, inkjet printers are at the lowest rung of the network, typically being connected to the IT network via a programmable logic controller (PLC) or PC. However, the task of network configuration can be simplified if the different equipment involved can follow standardized methods and procedures.
Meanwhile, steady progress is being made on industrial applications of the Internet of Things (IoT), as exemplified by Industrie 4.0 and the Industrial Internet Consortium, and this is driving a shift away from the serial communications used in the past, toward greater use of Ethernet to connect industrial equipment.
It was in recognition of this that Hitachi developed the UX-D161W inkjet printer that supports EtherNet/IP*1, the protocol with the highest market share in the industrial Ethernet sector, and includes an OPC UA*2 server that enables direct connection without the need for an intermediary device (see Figure 5).
Fig. 5—UX-D161W Inkjet Printer The SH CPU in the controller was replaced with an ARM processor for higher performance. The software configuration was designed to facilitate the addition of communication protocols.
The SH CPU in the controller was replaced with an ARM processor for higher performance. The software configuration was designed to facilitate the addition of communication protocols.
Along with high equipment utilization, manufacturing plants also seek to make use of the IoT to provide information on equipment operating conditions, and to use this information as a basis for achieving overall equipment efficiency (OEE), which covers all aspects of operation including the early identification of the causes of faults, preventive maintenance, and the automation of work. To this end, Hitachi supplies an integrated software package for controlling, monitoring, and managing inkjet printers. Called the Hitachi Coding Software Suite, it serves to eliminate human error when making manual changes to what is being printed (see Figure 6).
Hitachi Coding Software Suite can interoperate with a manufacturing execution system (MES) to automatically generate the information to print on products based on production volumes and download this to inkjet printers via the network. By doing so, it eliminates operator error. By collecting information such as device status and remaining levels of ink and other consumables directly from each inkjet printer, the software not only reduces the amount of work associated with routine maintenance, it also notifies supervisors of issues such as failure to replenish the ink before they result in a shutdown. OEE is improved because various status information that in the past could only be obtained by physically going to the printer can now be viewed in the office, meaning that appropriate action can be taken as needed to keep operations running smoothly. In the future, Hitachi intends to pursue further improvements in OEE by analyzing information on inkjet printer operation, including problems and the actions taken to resolve them, and utilizing this to develop functions for providing early warning of faults.
Fig. 6—Overview of Hitachi Coding Software Suite Hitachi intends to equip its industrial inkjet printers with a variety of additional functions based around the Hitachi Coding Software Suite.
Hitachi intends to equip its industrial inkjet printers with a variety of additional functions based around the Hitachi Coding Software Suite.
Amid increasing action being taken around the world to improve the safety and security of food and pharmaceuticals, it is anticipated that the market for cold chain management will grow along with the tightening of freight management rules for these products that is being imposed by the Food Safety Modernization Act (FSMA) in the USA and Good Distribution Practice (GDP) in Europe. Products that move through the cold chain need to be kept in particular temperature ranges, examples of which include frozen goods (at or below −15°C), chilled goods (2°C to 10°C), room-temperature goods (10°C to 20°C), and biopharmaceuticals (2°C to 8°C) (see Figure 7). While current practice is to use temperature history management systems in which a data logger records temperatures during transportation and storage and checks for any divergences from the permitted range, cost considerations make this approach unsuited to providing detailed product-by-product monitoring all the way from production to consumption. To resolve this problem, Hitachi has developed temperature-sensing inks that change color in response to temperature changes and serve as a functional marking technique that can be used on individual items.
Temperature-sensing inks change color in response to changes in temperature that exceed the upper or lower limits set for each product. The color change is non-reversible. Once the temperature has diverged, a return to the permitted range does not change the ink back to its original color. The greater the temperature divergence and the longer a food or pharmaceutical remains outside its permitted temperature range, the greater the extent of product deterioration. The same applies to the temperature-sensing ink under development by Hitachi: the larger or longer the temperature divergence the greater the amount by which the ink color changes (see Figure 8). This makes it possible to determine for each item marked with this ink whether or not, and to what extent, there was a divergence from the permitted temperature range anywhere in the distribution process from production to consumption. To enable its use on products that are packaged and transported in various different ways, Hitachi is investigating a variety of different printing techniques for applying its temperature-sensing inks to products, including high-speed printing using electrostatic inkjet printers.
Fig. 7—Issues Associated with Cold Chain Management Most temperature management systems in current use monitor products in bulk, such as when they are transported by truck or container. This makes it difficult to detect abnormal temperatures on an individual product basis.
Most temperature management systems in current use monitor products in bulk, such as when they are transported by truck or container. This makes it difficult to detect abnormal temperatures on an individual product basis.
Fig. 8—Example of temperature-sensing Ink Currently under Development Showing How Color Intensity Changes Depending on How Long Temperature is Out of Range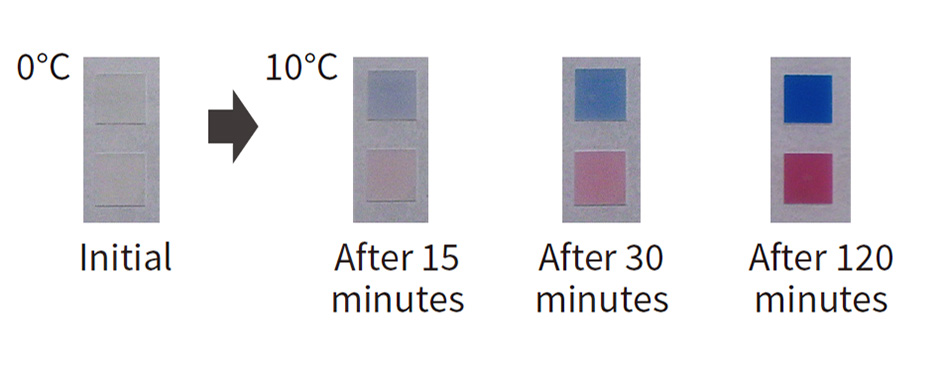 The temperature-sensing ink currently under development changes color by a greater amount the longer the temperature remains outside the permitted range. This provides a visual quality control indicator for products marked with the ink.
The temperature-sensing ink currently under development changes color by a greater amount the longer the temperature remains outside the permitted range. This provides a visual quality control indicator for products marked with the ink.
Hitachi has developed new technologies with a focus on ink, hardware, and software in response to the strong demand in the marking market at present for printing a greater diversity of information, for doing so more reliably while also improving the work environment, and for simple operations that operators can perform in safety and security. In the future, Hitachi intends to create new value in marking technology and respond to market requirements by pursuing the development of temperature-sensing inks that assist with the management of products in the cold chain.
