Smart Factory
2023-03-02
Suntory’s newest factory, the Suntory Kita-Alps Shinano-no-Mori Water Plant, embodies a next-generation factory model. When Suntory was building this factory, one of their challenges was to ensure that it effectively combined both OT (operational technologies) and IT (information technologies). OT is developed and accumulated in factories, and IT is developed based on digital technologies. By combining OT and IT, the Suntory Group adds a new dimension to their next-generation factory model.
Exterior view of Suntory Kita-Alps Shinano-no-Mori Water Plant (left) and
Suntory Natural Mineral Water Kita Alps produced in the factory (right)
Suntory Kita-Alps Shinano-no-Mori Water Plant (hereinafter abbreviated to the Shinano-no-Mori Plant) began operation in May 2021 and is Suntory Beverage & Food’s newest factory. This smart factory adopts an advanced production management system with advanced product traceability capabilities and a cutting-edge IoT (Internet of Things) platform. The resulting system enables Suntory to implement DX (digital transformation) in factory management and work styles. After about one year in operation, the Shinano-no-Mori Plant has greatly impacted the shift to smart factories of the entire Suntory Group.
Why did Suntory Beverage & Food decide to carry out factory transformation? Kota Kamezaki (General Manager-Engineering, Kita-Alps Shinano-no-Mori Water Plant of Suntory Products) was engaged in system development and operations at the Shinano-no-Mori Plant. Kamezaki says, “After we made the decision to build the Shinano-no-Mori Plant, since around 2018 I had been exploring what kind of manufacturing capabilities would be needed for the future. I worked with Suntory System Technology, the company responsible for IT systems in the Suntory Group, and we held discussions about how we should apply digital technologies to address changes in the external environment, such as decreases in the workforce and developments in IT, as well as changes in the internal environment, such as changes in quality control measures, environmental measures, and energy saving measures required for our production activities.”
In 2019, Suntory Beverage & Food finally developed the following three concepts for the Shinano-no-Mori Plant: (1) Utilization of Data Science, (2) Human-Centric Manufacturing, and (3) Ever-Evolving Factories. These concepts were developed to embody their vision of a next-generation factory model that could be optimized entirely and could continue to evolve.
Mayumi Suhara (General Manager, Business Process Planning Department of Suntory System Technology) says: “Both the Suntory Group and other beverage manufacturers have already automated manufacturing processes for beverage products to quite a high level. Almost no human labor is needed in the manufacturing processes, from the addition of ingredients to the completion of products. That being said, we have been exploring ways to minimize problems and streamline the production processes to become more competitive, and finally we ended up with these three concepts. By making better use of data, we can discover what needs to be improved. We will also be able to shift human resources to creative jobs and improve factory operations to another level.”
Suntory positions the Shinano-no-Mori Plant as both a production site and also as a place where visitors can experience the brand value of Suntory Tennensui (which means “natural mineral water”). This factory is located in Omachi city in Nagano prefecture. The area is known for its beautiful views of the Northern Alps, about 3,000 meters high, and is surrounded by abundant natural beauty. With its unspoiled beauty and natural resources, Omachi city is an ideal location for producing mineral water. Suntory decided to establish various visitor facilities in the factory, including a pedestrian path where visitors can enjoy the beauty of nature, a theater room and a visitor pathway where visitors can see how Suntory Natural Mineral Water is produced, and an observation terrace where visitors can view the Northern Alps while tasting the cool and pure clear water.
The Suntory Group’s corporate philosophies are Mizu to Ikiru (which means “living with water”) and To Create Harmony with People and Nature. As an industry-leading and eco-focused factory, the Shinano-no-Mori Plant has a mission to save resources and energy and to contribute to the building of a recycling-oriented and decarbonized society.
Hitachi, Ltd. (hereinafter abbreviated to Hitachi) was selected as the Shinano-no-Mori Plant’s co-creation partner for bringing about the next-generation factory model.
The Shinano-no-Mori Plant leverages an IoT platform built on Hitachi’s Lumada solutions to quickly collect and consolidate data generated by production equipment and devices throughout the entire factory and also by the IT systems used for procurement, manufacturing, quality control, shipping, etc. Installed applications link and process the collected data to achieve overall optimization. In this way, the factory is operating every day to implement and maintain their next-generation factory model, which is constantly evolving.
Lumada is a collection of solutions, services, and technologies that are based on Hitachi’s advanced digital technologies and are intended to create new value out of customer data and to accelerate digital innovations.
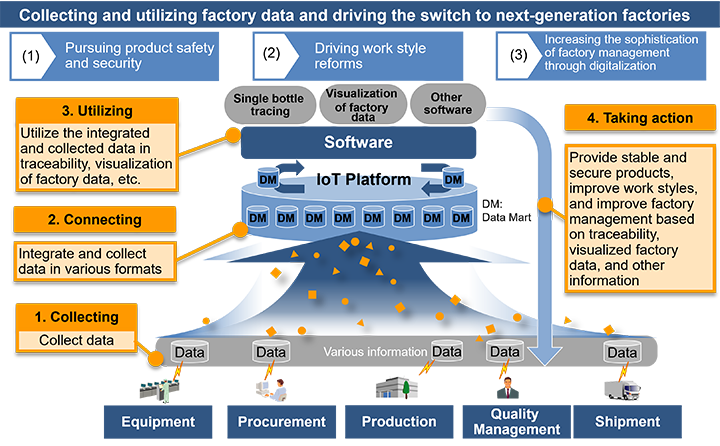
Concept diagram of the next-generation factory model based on the IoT platform Source: Hitachi, Ltd.
Kamezaki says, “Building a factory like the Shinano-no-Mori Plant involves numerous business operators, so it was sometimes difficult to share our goals with all those operators and get everyone on the same page. Hitachi exercised their leadership in this difficult situation. Hitachi exercised their excellent communication skills in situations such as assigning roles and responsibilities and linking various hardware devices and thus facilitated communication among the different companies.”
Suhara adds, “OT includes control technologies that have been developed and accumulated in factories. These technologies have been refined and automated in networks separate from the IT network, and the technologies are often separate from those used in the world of IT. However, a seamless combination of OT and IT was essential for the Shinano-no-Mori Plant to embody the three concepts of Utilization of Data Science, Human-Centric Manufacturing, and Ever-Evolving Factories. Hitachi was a very reliable partner for us because they had expertise and knowledge about both OT and IT and they have a great deal of experience as a manufacturing company.”
For example, the Suntory Group adopted an approach called a results chain. Before implementing their business strategies, they used this visualization approach to verify that the system features to be implemented would reliably contribute to final business results. In their project to launch the Shinano-no-Mori Plant, they broke down their three concepts into more specific activity themes before implementing the system. Hitachi worked closely with them in this phase of the project.
Suhara says, “It is easy to simply introduce an IoT platform. To do so successfully, however, we first need to clarify a variety of factors. For example, we have to examine why we will carry out the project, what the project goals are, what kind of changes we should make to achieve the goals in addition to system changes, and what kind of training programs we should provide. In addition, the factory staff and all the system staff involved in the project have to understand and agree to the measures to be implemented. We appreciate that Hitachi worked with us in one team and helped us capture key points and clarify problems.”
About one year has passed since the Shinano-no-Mori Plant began operation in May 2021. Three major achievements stand out.
The first major achievement is becoming able to pursue product safety and security. The relevant core technology is referred to as single bottle tracing, which is an advanced traceability technology that can be used to manage each product and identify the equipment and components used to manufacture the product. As the name suggests, the single bottle tracing technology connects and integrally manages manufacturing and inspection history and quality information for each product. When Suntory receives an inquiry about a product from a consumer, they can quickly refer to the relevant information and provide an explanation to the customer.
In addition, if a problem occurs with production equipment or a device, Suntory can immediately trace the manufacturing and inspection history, identify the scope of the impact, and quickly verify whether there is any problem with products processed at the facility. Suhara states, “The time required to investigate the cause of a problem has been reduced to less than one third, so we can quickly restart a production line.”
A second major achievement is that the factory’s new processes are driving work style reforms. Although Suntory product manufacturing processes were already automated to a high level, Suhara notes that there was still a lot of routine human labor within the factory, including the manual efforts needed to create reports and to collect and process the data needed to respond to inquiries.
Suntory introduced a new IoT platform providing a dashboard application that examines data from production equipment, devices, and IT systems within the factory and visualizes and analyzes the right information at the right time for various purposes. This application significantly reduced the time required for those business tasks. “For example,” Kamezaki says, “we can automatically display information indicating the factors that contribute to changes in the monthly energy usage.”
A third major achievement is increasing the level of sophistication of factory management through digitalization. By leveraging an IoT platform that combines Lumada solutions, Suntory can consolidate the so-called 4M (huMan, Machine, Material, and Method) data collected from IT systems and production equipment and devices that can manufacture 1,000 products every minute in each production line in the entire factory. Suntory can take advantage of the consolidated data for overall optimization.
Specifically, they use Hitachi Digital Supply Chain/IoT to quickly and constantly collect and transmit frequently generated production data, and then use Hitachi IoT-Platform for industry (a data consolidation and analysis platform) to consolidate the data. In order to meet the needs of the production facilities, this platform extracts and links data required for data analysis and optimization, so users can use the data in various applications. Kamezaki enthusiastically states, “With this new solution, we can run the PDCA (Plan, Do, Check, Act) cycle quickly and make new discoveries. Our ultimate goal is to increase the sophistication of factory management so we can improve the value provided to consumers.”

Production at the Shinano-no-Mori Plant after one year in operation
The achievements of the Shinano-no-Mori Plant have had big impacts on the Suntory Group. Suntory has already launched an initiative to deploy, to other factories, their next-generation factory model based on a similar IoT platform.
Suhara spoke about their future developments: “As a growing number of our factories deploy the IoT platform, we will be able to collect data from a wide range of business operations. We will be able to collect and analyze data from our logistics teams and supply chains as well as from our production sites, and leverage that data to improve a wide range of businesses. With this in mind, Suntory System Technology, which is responsible for IT strategies of the entire Suntory Group, wishes to take advantage of the efforts we made at the Shinano-no-Mori Plant and promote DX (digital transformation) throughout all our production facilities.”
Kamezaki believes that the biggest achievement from the efforts at the Shinano-no-Mori Plant is the combination of OT and IT. He expressed his hopes and expectations for new future development. “Although the production facilities with their operational technologies (OT) and the IT team should be in a close relationship, they had difficulties in finding a common ground because of differences in factors such as terminology, culture, and work procedures. However, I feel strongly that Hitachi contributed to greatly improving the relationship between the OT team and the IT team, which were close geographically but distant culturally. If professionals from the OT team and the IT team sit down and talk seriously, they will notice that their ultimate goals are almost the same. I believe that they will communicate actively with each other and generate large synergies.”
The Shinano-no-Mori Plant was established in the midst of the COVID-19 pandemic, which became widespread in the spring of 2020. Kamezaki says, “We had to hold most of our meetings online because it was difficult to have face-to-face communication. In such a difficult situation, Hitachi served as a bridge between the members of the new factory and the IT team and helped them share the same goals.”
The Shinano-no-Mori Plant, Suntory’s newest factory, will play a leading role as manufacturing teams in the Suntory Group pursue the three concepts of Utilization of Data Science, Human-Centric Manufacturing, and Ever-Evolving Factories.

Kota Kamezaki
General Manager-Engineering
Kita-Alps Shinano-no-Mori Water Plant
Suntory Products

Mayumi Suhara
General Manager
Business Process Planning Department
Suntory System Technology
