5. Facility Trouble and Product Defect Symptom Detection System
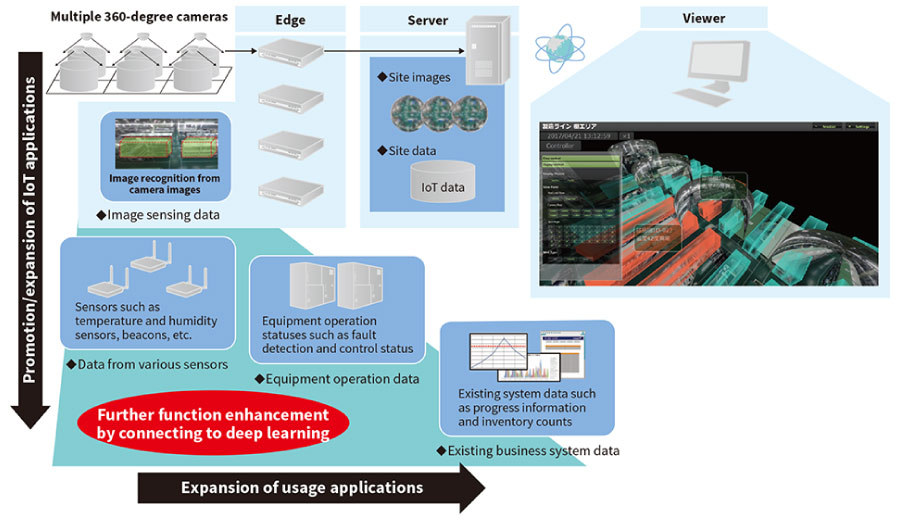
Smart plants have recently been attracting interest. Smart plants are plants that can “think, produce, and manage by themselves” using a cyber-physical system (CPS) that interconnects the manufacturing site with the virtual world. The CPS connects the plant's devices (including sensors and equipment) to the Internet, to enable visualization of information such as quality and status, to identify causal relationships and enable collaborative work between equipment items (machine to machine, M2M), or between equipment and people. The start of Industrie 4.0 has spurred worldwide moves toward a fourth industrial revolution and created demand for a boost in the generation of new added value using digital solutions. These developments are creating risks for manufacturers such as mega-recalls caused by quality problems. IoT-based early discovery and responses to quality problems that cannot be detected by inspection equipment or the human eye are key issues.
The facility trouble and product defect symptom detection system provided by Hitachi is a smart plant solution designed to generate new value by using the (physical) manufacturing site as a data generation engine, and “sigma-ing” (summing up) the site data to extract its latent power. The system incorporates the following three points:
- Equipment operation information managed by an equipment management package (Smart factory facility management system)
- Data analysis service for manufacturing equipment data
- Construction of an execution system (predictive equipment diagnosis/quality indicator detection system)
Implementing a facility trouble and product defect symptom detection system enables predictive diagnosis of equipment anomalies and detection of quality problem indicators. Early detection and response to anomalies and defects should enable manufacturers to prevent costs from losses generated from product inspections, disposals, and mega-recalls more effectively than when dealing with defective products and equipment anomalies after-the-fact.
The three component elements listed above are described below.
- (1) Smart factory facility management system
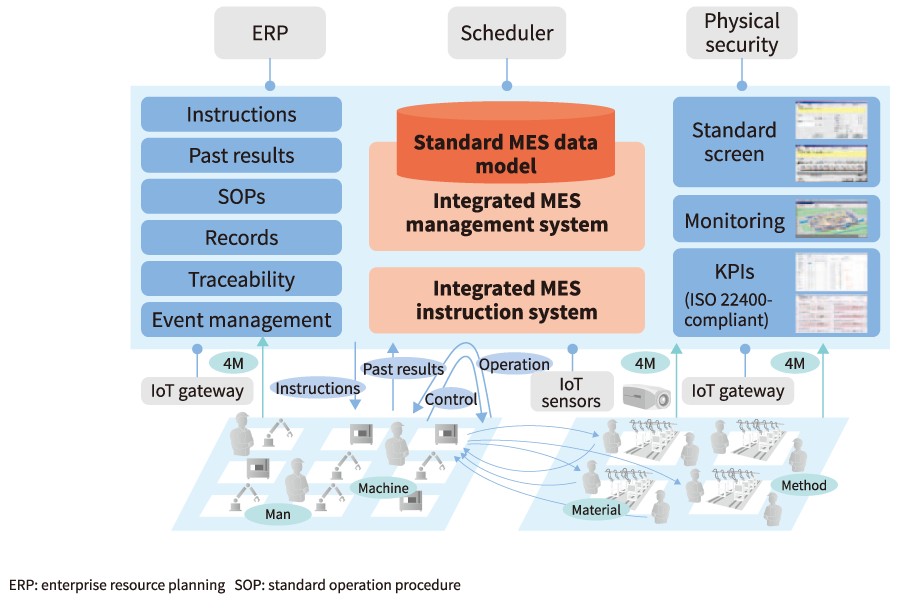
- The smart factory facility management system is a web-based system that helps increase maintenance work efficiency through uniform management of information such as maintenance planning and execution fault histories using equipment ledgers. The smart factory facility management system functions in a facility trouble and product defect symptom detection system are equipment maintenance management and equipment data collection and storage. A facility trouble and product defect symptom detection system can detect indicators of quality defects and equipment faults and maximize the information value of manufacturing site data by using an integrated manufacturing information database that combines equipment operation information and production management information (context information) as a base.
- (2) Data analysis service
- Creating a predictive model is crucial for making predictive online diagnoses. The data analysis service in a facility trouble and product defect symptom detection system investigates indicator detection feasibility and creates a predictive model before the execution system is developed. Data analysis results are reported to the customer, who checks their suitability. If the results are deemed to be unsuitable, Hitachi can propose a new analysis method or request other data to be provided, creating a predictive model through repeated additional analyses.
- (3) Predictive equipment diagnosis/quality indicator detection system
- The created predictive model is developed as the execution system, and a predictive equipment diagnosis/quality indicator detection system is constructed. This system is used to acquire data stored by smart factory facility management system and process the data needed for indicator detection (data cleansing and feature value extraction). The data is then put into the predictive model. If an indicator of a quality defect or equipment anomaly is detected, an alarm is generated and instructions are issued to staff, reducing costs by preventing anomalies from occurring.
Production hubs are sources of key data for improving productivity. Hitachi will continue to help generate new value by comprehensively analyzing and evaluating IoT data from production hubs.
(Hitachi Industry & Control Solutions, Ltd.)
5.1. Composition of the facility trouble and product defect symptom detection system solution functions
5.2. Creating predictive model using data analysis, and its relationship to the execution system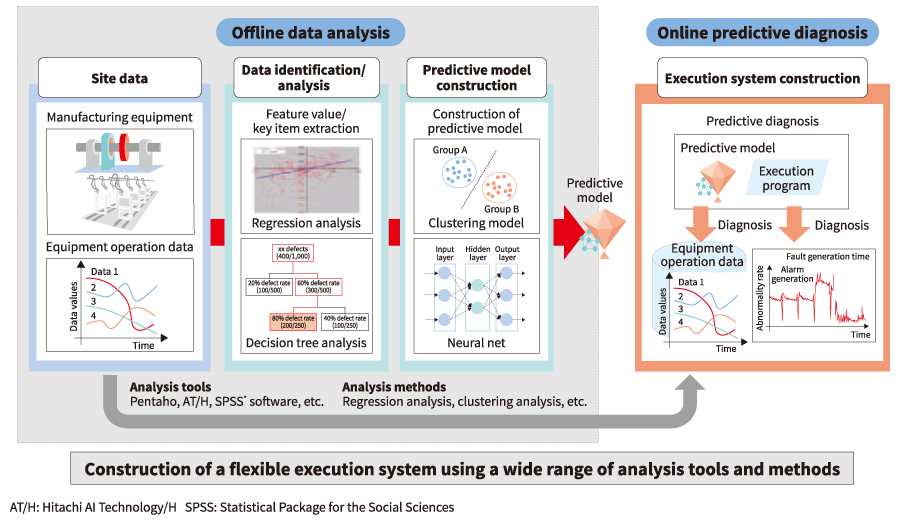
- *
- See the list of “Trademarks.”