Innovation for Next-generation Energy
[ⅱ]Distributed Power Supply Solutions
The H-25 Series is a range of industrial gas turbines previously devised by Hitachi for use as distributed power supplies by domestic and overseas customers. Recently, the company designed and delivered an H-25 gas turbine upgrade and system for effective use of gas turbine exhaust gas in an ethylene production facility to Tosoh Corporation for use at its Yokkaichi Complex. The system uses the excess byproduct gases generated during the ethylene production process as fuel for the gas turbine. These gases were previously processed by a flare stack. By generating power, the system reduces the plant’s input power, enabling significant energy savings, and has received a subsidy from the Sustainable open Innovation Initiative. This article provides a detailed description of the project management activities done by Hitachi in its role as main contractor over the course of the project. Also presented is an overview of the highly reliable gas turbine control equipment technologies that were used in the project.



The ethylene production facility at Tosoh Corporation’s Yokkaichi Complex previously generated power by using the byproduct gases generated during the ethylene production process as fuel for its existing gas turbine (GT). But the existing GT was unreliable and was shut down in 2011.
Hitachi responded by devising an upgrade to a highly reliable GT, the H-25, with new control equipment that was supplied to Tosoh along with a system designed to save energy through the effective use of heat generated from exhaust gas. These refinements have greatly improved the facility’s utilization rate, and have demonstrated ample energy savings over the one-year period since operation began in February 2019, helping improve ethylene production efficiency and receiving positive feedback from the customer.
This article presents the project management activities done by Hitachi in its role as main contractor to adequately satisfy requirements for the completed project such as the processes, quality, and guaranteed performance values, as well as the H-25 GT and its control equipment. The project was selected for the FY2017 Subsidy to Support Businesses Engaged in Energy Use Rationalization provided by the Sustainable open Innovation Initiative (SII).
Fig. 1—Conceptual Diagram of Interconnection between GT Power Generator and Naphtha Cracking Furnace GT exhaust gas is supplied to heat exchangers and to a separate naphtha cracking furnace. A portion of the byproduct gases generated by the naphtha cracking furnace is used as GT fuel, reducing flare stack gas and decreasing input power.
GT exhaust gas is supplied to heat exchangers and to a separate naphtha cracking furnace. A portion of the byproduct gases generated by the naphtha cracking furnace is used as GT fuel, reducing flare stack gas and decreasing input power.
The ethylene production facility at Tosoh’s Yokkaichi Complex previously supplied the air needed for combustion to a naphtha cracking furnace through an existing forced draft fan (FDF). The new system supplied by Hitachi uses a heat exchanger to exchange the air for combustion with the heat of the GT exhaust gas. At the same time, GT exhaust gas is sent directly to another naphtha cracking furnace to achieve effective waste heat recovery.
Byproduct gases are collected in the existing gas header. They are used by equipment such as naphtha cracking furnace burners, and as GT fuel. When not used by the GT, byproduct gases are disposed of as flare stack waste. Byproduct gases from other processes are also used as backup fuel. So the operation of the GT power generator is mutually interconnected with the operation of the naphtha cracking furnace. The facility uses GT exhaust gas to supply the heat quantity needed to operate the naphtha cracking furnace. At the same time, the byproduct gases generated by the naphtha cracking furnace are used as fuel for operating the GT power generator. Figure 1 shows a conceptual diagram of the interconnection between the GT exhaust gas and naphtha cracking furnace.
The GT used for the project was an H-25 Series model (Type 32C) made by Mitsubishi Hitachi Power Systems, Ltd. (MHPS). It is a heavy-duty simple-cycle GT with a rated output of 33 MW and rated speeds of 7,250/1,800 rpm. This type of GT was deemed suitable for operation in connection with the ethylene production facility since H-25 Series models can be used as distributed power supplies and have an ample operation track record at domestic and overseas sites.
The GT, generator, and electrical panel used in the project were purchased from MHPS by main contractor Hitachi, which also organized the installation work. A Hitachi HIACS-MULTI system was used as the GT control equipment.
The Power Generation Systems Division of Hitachi’s Energy Business Unit served as the project manager. It organized the project team, and was responsible for the engineering processes, work processes, customer interaction, technologies, quality guidance, and costs. It also worked closely with the Utility Solutions Division of Hitachi’s Industry & Distribution Business Unit, which handled the subsidy project. Figure 2 illustrates the processes done from the time the project order was received, up to delivery.
Fig. 2—Timeline of Project Processes After the project order was received in October 2017, project meetings were held as needed to adjust the specifications during the design phase. Operation then began on schedule in January 2019.
After the project order was received in October 2017, project meetings were held as needed to adjust the specifications during the design phase. Operation then began on schedule in January 2019.
Fig. 3—On-site Work Scenes and 3D Model of Power Generator An overland trailer being refilled from a transport ship docked at Yokkaichi Port (top-left). Using a 550-metric-ton crane to lift the GT after its arrival at the site (top-right). Using a 220-metric-ton crane to lift and install the new GT exhaust duct that will connect to the customer’s existing naphtha cracking furnaces (bottom-left). This three-dimensional (3D) model of the power generator was used to check in advance for possible pipe obstructions or other problems with the on-site installation work (bottom-right).
An overland trailer being refilled from a transport ship docked at Yokkaichi Port (top-left). Using a 550-metric-ton crane to lift the GT after its arrival at the site (top-right). Using a 220-metric-ton crane to lift and install the new GT exhaust duct that will connect to the customer’s existing naphtha cracking furnaces (bottom-left). This three-dimensional (3D) model of the power generator was used to check in advance for possible pipe obstructions or other problems with the on-site installation work (bottom-right).
This section discusses the policies, risk assessment, handling, and challenges that typified the project’s advanced management activities.
The sizes, weights, quantities, and shapes of the equipment and parts to be installed were very important elements when planning the installation work. To guarantee installation work accuracy, all installed equipment items and parts were listed, and materials were managed by documenting properties such as the name, quantity, and packing type of each equipment item and part. Delivery deadlines were also set as specified in the site work schedule. The plant compared these deadlines to the available delivery dates, creating a deadline/delivery date management chart by adjusting the delivery dates to match the site deadlines.
While the work was being done, the equipment and parts delivered to the site were subjected to rigorous procedures for checking received items, planning temporary storage locations, managing items brought into the site, and managing delivery. As a result, the work was completed as initially anticipated without missing or defective deliveries.
The HIACS-MULTI system was used as the GT control equipment for the project. HIACS-MULTI is a refined version of the Hitachi integrated autonomic control system (HIACS) that has been used extensively in power plants ranging from thermal to hydroelectric and nuclear facilities. HIACS-MULTI is a highly economical power generation monitoring and control system that improves reliability by using a triple control system. It has a compact design that consolidates six panels’ worth of functions into three panels.
Fig. 4—Triple Independent Parallel System Circuit Configuration Example Show here is the configuration used to control the GT. It is composed of three redundant systems that each performs input, calculation and output operations individually. This highly reliable system configuration enables operation to continue when one of the systems fails.
Show here is the configuration used to control the GT. It is composed of three redundant systems that each performs input, calculation and output operations individually. This highly reliable system configuration enables operation to continue when one of the systems fails.
The GT control system uses a redundant configuration for components such as the central processing units (CPUs), process input/output (PI/O) units, speed sensors, and hydraulic servo valve (see Figure 4). It has a triple independent parallel system, and is designed to be more reliable at countering the loss of control or monitoring functions when a single component fails.
The three independent parallel systems are composed of three sets of CPUs and PI/O units. They are highly reliable systems that each perform input and calculation operations, and use the output formats below.
When one of the systems fails, the configuration enables the remaining two systems to continue operating while maintaining the same highly reliable state.
Since the GT equipment is composed of many electronic parts, even minute levels of noise entering it can be amplified internally and create the risk of internal circuit malfunctions. Hitachi responded by drawing on the noise-resistant design expertise it has acquired as a control system vendor, to supply products with the following anti-noise measures:
HIACS-MULTI provides centralized monitoring from a single maintenance tool by integrating a maintenance tool function with a human-machine interface (HMI) function. The maintenance tool function handles online monitoring, simulated input and tuning, while the HMI function is used for plant monitoring and equipment operations (see Figure 5 and Figure 6).
Fig. 5—HIACS-MULTI HMI and Maintenance Tool Screens Shown here are the HIACS-MULTI’s human-machine interface (HMI) and maintenance tool screens. This system enables plant monitoring, operations, and maintenance to be performed from a single PC.
Shown here are the HIACS-MULTI’s human-machine interface (HMI) and maintenance tool screens. This system enables plant monitoring, operations, and maintenance to be performed from a single PC.
Fig. 6—Control Equipment Room An operator using the HMI to operate the equipment from the maintenance tool desk.
An operator using the HMI to operate the equipment from the maintenance tool desk.
Fig. 7—Control Processes Performed by Hitachi’s Energy & Equipment Management Service Hitachi’s energy and equipment management service measures the excess byproduct gases generated by the production process, and controls the GT by calculating the maximum GT power generation output obtained using these gases.
Hitachi’s energy and equipment management service measures the excess byproduct gases generated by the production process, and controls the GT by calculating the maximum GT power generation output obtained using these gases.
Fig. 8—Managed Power Output During Peak Time Slots (Monthly Data) This bar chart shows the monthly data for managed power output in 2019. As shown, the output during peak managed power time slots was managed to a significant extent.
This bar chart shows the monthly data for managed power output in 2019. As shown, the output during peak managed power time slots was managed to a significant extent.
Application for consideration of the FY2017 Subsidy to Support Businesses Engaged in Energy Use Rationalization provided by the SII was submitted for two aspects of the project—the peak power management work and the energy management work. An annual managed peak power output of 24 GWh was set by adding the 16 GWh managed power output during peak time slots to the 8 GWh*1 managed power output achieved by energy management. The energy management system (EMS) used was the energy and equipment management service that Hitachi has registered as a system for the SII energy management project. The service’s main features are:
The service’s functions were used to create the optimum operation logic for GTs fueled by byproduct gases (see Figure 7).
The GT power generator installed by the project is fueled by byproduct gases. The quantities and heat values of the generated byproduct gases vary according to the properties and state of the naphtha used to produce the ethylene. Previously, any excess byproduct gases generated were processed by the plant’s flare stack. The decision to use byproduct gases as GT power generator fuel was reached by using Hitachi’s energy and equipment management service to monitor the measured heat values of byproduct gases emitted to the atmosphere, and setting the likelihood of the need to handle variation by considering heat value variation and usage state variation in other processes.
Conventional GT control systems assume that the fuel needed to generate power will be supplied. The amount of fuel consumed is the amount corresponding to the target power output.
The project’s system uses the byproduct gases generated by the ethylene production process as GT fuel. Since these gases are tied to the energy balance within the ethylene production process, there is a risk of an energy balance breakdown in the process that will prevent optimum operation if unsuitable fuel is used for GT power generation. To ensure that the energy lost to the flare stack is properly consumed by the GT, the energy and equipment management service can calculate the energy balance in the process to help increase the GT’s power output. The operational data obtained between February 2019 (when operation began) and November 2019 shows that the peak power output reduction during the managed peak power time slots*2 rose to a total of 32 GWh, already attaining the planned value of 24 GWh (see Figure 8).
Hitachi will continue to design and supply H-25 series industrial GTs suitable for use as distributed power supplies to domestic and overseas customers. The power generator supplied will be tailored to customer facilities and needs, with a focus on highly energy-saving projects like the one described here. Hitachi is confident that these activities will help provide the reduction in CO2 required by the world. Finally, Figure 9 shows the plant facility after completion of the installation work done for the project.
Fig. 9—Facility after Completion of Installation Work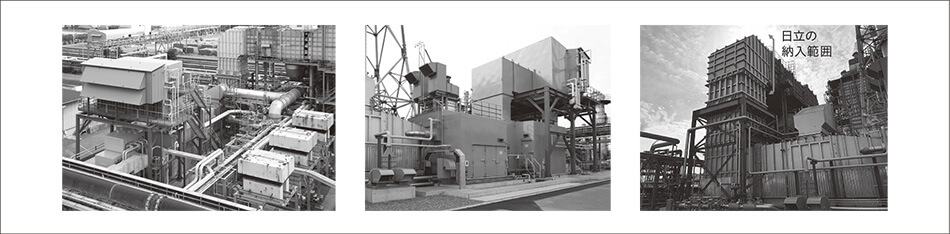 Shown here are the delivered plant facility (left), the rear of the GT body (center), and the connection between the GT exhaust duct and the customer’s facility (right).
Shown here are the delivered plant facility (left), the rear of the GT body (center), and the connection between the GT exhaust duct and the customer’s facility (right).
This article has looked at how Hitachi handled the project management work done for a gas turbine power generator project. Hitachi will continue to devise and implement effective project management activities and supply highly reliable power generators that satisfy requirements in areas such as processes, quality, and guaranteed performance values. This equipment will help save energy and improve customer production efficiency.
