The installation of offshore wind power generation is expanding internationally as it comes to be recognized as a major form of renewable power generation for achieving carbon neutrality. Having been commissioned by the Taiwan Power Company to supply a wind power generation system for the Changhua Offshore Wind Farm, Hitachi and Jan De Nul nv of Luxembourg completed installation of wind turbines in June 2021. Operation commenced in December that same year. The quality assurance process used in the wind power industry includes a third-party agency that verifies and certifies wind turbine designs, with certification being done on a per-project basis in the case of offshore wind power generation projects. This article explains how Hitachi went about acquiring certification for the Changhua Offshore Wind Farm project, also describing the challenges of its first offshore wind installation project and how these were addressed.



Figure 1 — Changhua Offshore Wind Farm in Taiwan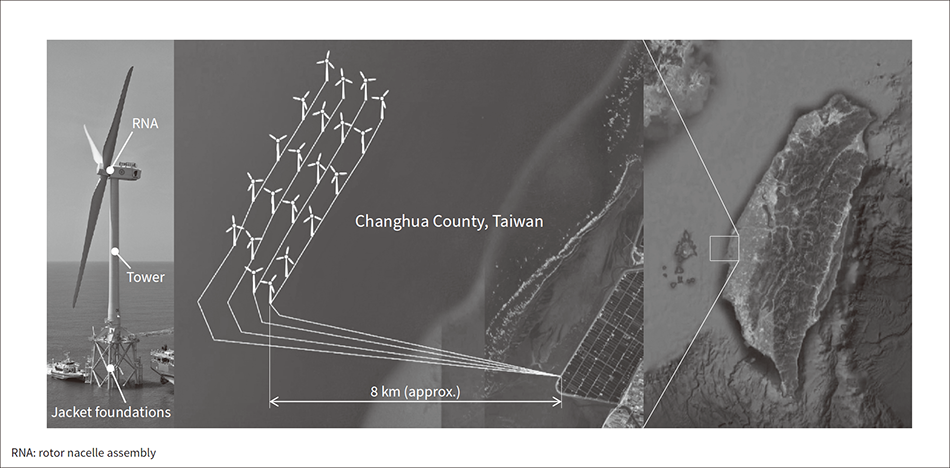 Hitachi and JDN built this offshore wind farm (21 5.2 MW wind power generation systems with a combined output of 109.2 MW) located about 8 km off the coast of Changhua County, Taiwan.
Hitachi and JDN built this offshore wind farm (21 5.2 MW wind power generation systems with a combined output of 109.2 MW) located about 8 km off the coast of Changhua County, Taiwan.
By the conclusion of the 26th United Nations Climate Change Conference of the Parties (COP26) in November 2021, commitments to achieve carbon neutrality by a given date had been made by a total of 154 countries and one region. Having competed to set ambitious goals for action on climate change, countries are now entering the implementation stage where they need to decide how they are going to fulfill these commitments(1). Making the transition to sustainable energy systems is essential to decarbonization. Wind represents one way of generating electric power that does not emit carbon dioxide (CO2), with offshore wind turbines in particular benefiting from steadier wind conditions than are found on land and the ability to install large turbines without the sort of constraints imposed by difficult terrain and roads. For this reason, offshore wind power generation has come to be recognized for its potential as a major form of renewable energy, with more and more such capacity being installed around the world, especially in Europe. Recent years have also seen rapid growth in Japan and Taiwan as well as other Asian markets.
Hitachi, Ltd. and Jan De Nul nv (JDN)(2) of Luxembourg received an order from the Taiwan Power Company(3) to supply 21 5.2 MW wind power generation systems (with a total output of 109.2 MW) for the Changhua Offshore Wind Farm. The combined deal covers equipment manufacture and installation as well as a five-year operation and maintenance (O&M) contract. Turbine installation was completed in June 2021 and the 21 units commenced operation from December of that year (see Figure 1).
This article describes some of Hitachi’s work on design and construction for the Changhua Offshore Wind Farm(4).
The quality assurance process used in the wind power industry includes a third-party agency that verifies and certifies wind turbine designs. Hitachi’s HTW5.2-127 wind power generation system is designed for offshore installation. Its design was certified by the DNV AS(5) certification agency of Germany and type certification was obtained from Nippon Kaiji Kyokai (ClassNK)(6). As the environmental conditions for offshore wind projects vary widely from project to project, including the type and depth of the seabed, the support structures (tower and foundations) are verified separately for each project in a process called “project certification.” Similarly, while the rotor nacelle assembly (RNA) receives type certification in advance, its strength is also reviewed for each project based on the applicable design loads.
The design team for the Changhua Offshore Wind Farm was comprised of Hitachi, JDN, and COWI A/S(7), a large Danish engineering company. It took approximately 18 months to complete the support structure design based on use of jacket foundations and obtain project certification.
The design of the support structures for the Changhua Offshore Wind Farm turbines needed to address three different design criteria (Design basis A: General project requirements, Design basis B: Wind turbine design requirements, and Design basis C: Foundation design requirements). These included the following items.
To put together this set of design criteria, the design team from Hitachi, JDN, and COWI consulted with one another to identify the relevant standards, select a certification agency, determine the design conditions (including the number of different foundation types and iterative computation cycles), decide on the software to use for the calculations and what data conversion methods to use, and determine the site conditions.
Hitachi uses both actual measurements and simulation to determine the design wind speed. This was done using data collected from a meteorological mast installed by the Taiwan Power Company in the ocean near where the turbines were to be installed. As the intermittent nature of typhoons makes it difficult to estimate extreme wind speeds from a short term of observations, simulation was also used to determine the design wind speeds.
Figure 2 — Superelement Method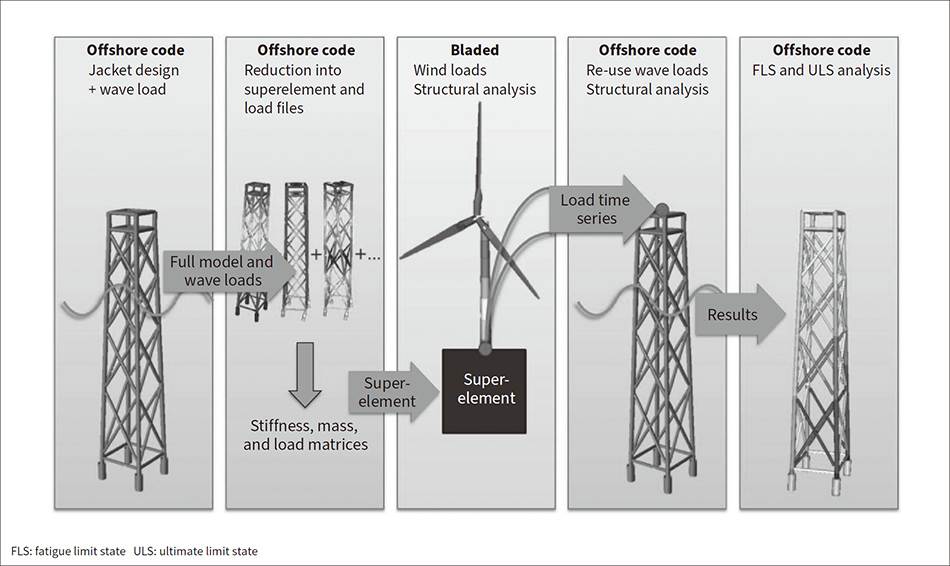 A coupled analysis of the foundations and turbine was implemented by combining a superelement model of the foundations supplied by COWI with a turbine model. This was used to calculate the loads on the turbine. The results were then supplied back to COWI where they were used to recalculate the loads on the foundations.
A coupled analysis of the foundations and turbine was implemented by combining a superelement model of the foundations supplied by COWI with a turbine model. This was used to calculate the loads on the turbine. The results were then supplied back to COWI where they were used to recalculate the loads on the foundations.
A table of design load cases was determined on the basis of site-specific conditions, including wind, waves, currents, and the seabed. Because this covered a very large number of cases, the table was then narrowed down to a smaller set of conditions in consultation with the certification agency (for this project, approximately 7,000 cases per wind turbine). The wind turbines for the project were grouped into clusters based on sea depth, and the design loads were estimated using the superelement method for three types of jacket foundations (deep, intermediate, and shallow) (see Figure 2)(8).
COWI first used the Sesam* engineering software for offshore structures to build a model of the foundations and analyze it under wave load conditions. Next, the foundations model was consolidated into a modal model called a “superelement” that is made up of modal mass and modal stiffness matrices. This was supplied to Hitachi along with the wave loads. Hitachi used the Bladed* wind turbine design software to perform a coupled analysis of the foundations and wind turbine that combined the superelement model of the foundations from COWI with a turbine model. This was used to calculate the loads on the turbine. Finally, the time-series loads obtained by the Bladed analysis for the interface node between the tower and foundations were supplied back to COWI where they were used together with the wave loads to re-run its analysis and calculate the loads on the foundations. On this project, this sequence of steps went through three iterations to optimize the support structures and determine the design loads (extreme and fatigue loads).
Primary structure refers to the main structural elements, including the jacket foundation beams, tower shell, and flange. It must have the required structural strength. This design is normally completed based on a structural strength analysis using the design loads discussed above.
In the case of offshore wind projects, however, preassembly is performed in port due to the need to keep the installation time and number of crane lifts to a minimum, as explained below. Because the assembled tower on its own has a higher natural frequency than the completed wind turbine (when the weights of the nacelle and rotor are attached to the top of the tower), the risk of vortex-induced vibration (VIV) needed to be taken into account. VIV refers to vibrations generated by the vortices that form when wind flows around the cylindrical cross-section of the tower. While procedures for estimating VIV loads are given in standards and guidelines, the pre-assembled towers are stored alongside one another where their mutual influence is difficult to analyze and assess. It is also important to estimate structural damping as this is a crucial analysis parameter.
To address VIV, Hitachi fitted helical strakes on the towers and used European standards to conduct a structural analysis of the towers during the preassembly and transportation phase. Structural damping was verified using actual measurements in port and on the installation vessel.
Secondary structures are the ladders, decks, and guard rails fitted on the tower and jacket foundations. The design of these structures needs to address both functional and safety considerations. The preparation of a maintenance plan is likewise important.
In terms of function, because access to the offshore wind power generation systems happens many times from the construction phase to the maintenance phase, it is necessary to take account of the environmental conditions at the site and ensure that design choices such as deck location and height, number of access points, and deck shape allow for access to and from the structure by people and equipment under a wide range of sea conditions.
For safety, the design included verification of compliance with the relevant safety standards while also making allowance for the replacement of consumables and parts that could potentially fail.
Figure 3 — Offshore Turbine Installation in Progress Installation of the wind turbines at sea was done using a jack-up vessel (JUV). The project installed 21 wind turbines, with individual installations able to be completed in as little as 22 hours or less.
Installation of the wind turbines at sea was done using a jack-up vessel (JUV). The project installed 21 wind turbines, with individual installations able to be completed in as little as 22 hours or less.
This section describes the challenges associated with installing offshore wind power generation systems.
The Hitachi and JDN construction team commenced work in June 2020 and completed the installation of all 21 offshore wind power generation systems in June 2021, including a period when work was halted for a time due to COVID-19. Thanks to the optimization of the design and of working practices, installation of an offshore wind turbine was able to be completed in as little as 22 hours or less.
This article has described the design and installation work successfully undertaken by Hitachi for the Changhua Offshore Wind Farm. Hitachi also intends to utilize the knowledge and experience gained from this project to contribute to the development of the offshore wind power business.
Considerable assistance was received from the other stakeholders in the design and installation of the Changhua Offshore Wind Farm in Taiwan described in this article, including Hitachi’s consortium partner Jan De Nul nv, the foundation design company COWI A/S, the customer Taiwan Power Company, and the DNV AS certification agency. The authors would like to take this opportunity to express their deep gratitude.
