25 April 2022

Takahiro Nakano
Research & Development Group, Hitachi, Ltd.
In response to the recent increase in geopolitical risk and uncertain social changes, it is important for a factory to quickly and flexibly respond to changes and continue manufacturing sustainably and economically. Figure 1 shows the general workflow required to build a production line. In this workflow, process design, control design, resource configuration, and line configuration are required for specification of a manufacturing line in a factory.
Skilled line engineers spend several months designing a manufacturing line based on their experience. Optimization of the four design specifications from the viewpoint of productivity and equipment continuity is required for the line design process. However, these four design specifications are highly dependent on each other and the number of feasible combinations of the specifications is enormous and difficult to automate.
To solve these issues, our research introduces the concept of a resource group that enables a methodology to solve the four design items hierarchically and develops methods to quickly build new manufacturing lines in response to changes in product varieties and manufacturing fluctuations in a factory.
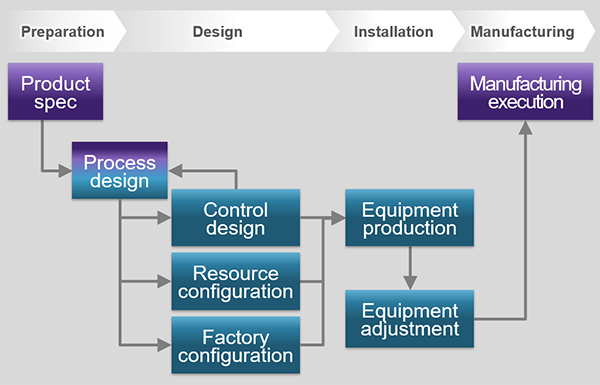
Figure 1. Workflow of the process to design and build a production line
A genetic algorithm (GA) is used to assign processes to a resource group and determine the type and number of resource groups necessary to complete the prescribed objective.
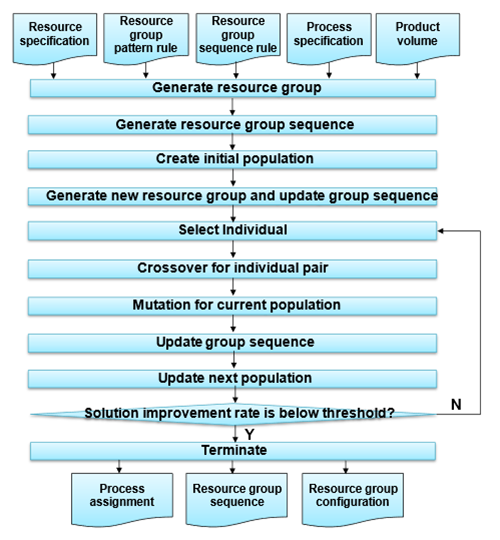
Figure 2. Processing flow of GA
The code of the chromosome in a GA is the identifier of the resource group, used to allocate the processes of the product and define whether the resource group allows duplicate use with other processes. The resource group is a combination of resources, and each resource is classified as machine, tool, supply(transport), storage. Figure 3 shows an actual example of the resource group. The Resource group generation is used to generate all possible resource groups from pattern rules prepared for each process.

Figure 3. Example of an actual resource group
The operation time of the resource group is determined by the operation sequence of the resource groups. Figure 4 shows an example of a resource group sequence rule for an assembly process. The operation time for the process is calculated from the critical path in operation sequence.
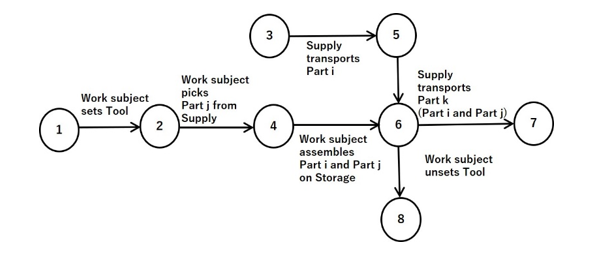
Figure 4. Example of the sequence rule
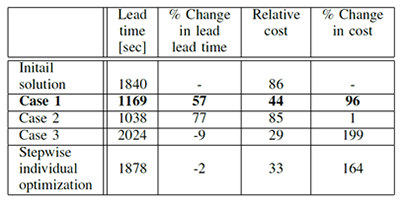
In this case study, automatic generation of the assembly manufacturing line design was verified by the developed algorithm. Fig. 5 shows the experimental results of the development algorithm applied to three object function cases. Table 1 shows the improvement rate of the solution using the proposed algorithm as compared to the initial solution. As this result shows, there is a trade-off between manufacturing lead time and line cost. However, the proposed development algorithm successfully searched for a solution that optimized both KPIs using a multi-objective optimization approach focused on manufacturing lead time and line cost.
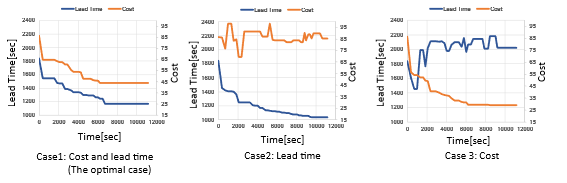
Figure 5. Experimental results of the three optimization approaches
Table 1. Improvement rate of the solution
In this research, we proposed a meta-heuristic algorithm for solving large-scale optimization of resource configuration, process design, control design, and line configuration. The main goal is to automate the production line design process, which has been conventionally done by skilled engineers based on experience. In the case study, the proposed algorithms were applied to the design for assembly manufacturing line, and production cost and manufacturing lead time were evaluated. Future work will look to incorporate the resource work planning method into our framework. The incorporation can assume detailed operation time by utilizing motion planning tools of the resources such as a robot path planning tool.
This work was presented at the 17th IEEE International Conference on Automation Science and Engineering (CASE2021) [1].
