A strong brand and a technological presence indicative of high reliability are prerequisites for maintaining competitiveness in the market for landmark skyscrapers, many of which are being planned in China and Middle Eastern countries. Developing the world’s fastest elevators has been among Hitachi’s objectives since it built its new elevator research tower. As a result of its ongoing work on element technology development and verification testing, Hitachi received an order to manufacture 1,200-m/min elevators for the Guangzhou CTF Finance Centre. This development included creating a heavy-duty drive system, highly reliable safety systems, elevator cars that provide users with a comfortable ride, and establishing construction techniques. A speed of 1,200 m/min was verified in May 2016, achieving the fastest speed for elevators that currently exist in the world (as of May 2016, as determined by Hitachi).

Elevator Development Department, Global Development Division, Global Elevator & Escalator Division, Building Systems Business Unit, Hitachi, Ltd. He is currently engaged in the coordination of overall elevator development.

Global Big Project Department, Installation Management Division, Global Elevator & Escalator Division, Building Systems Business Unit, Hitachi, Ltd. He is currently engaged in the project coordination of important global customers.

Elevator Development Department, Global Development Division, Global Elevator & Escalator Division, Building Systems Business Unit, Hitachi, Ltd. He is currently engaged in the coordination of electrical development of elevators. Mr. Ohnuma is a member of the Institute of Electrical Engineers of Japan.

Elevator Development Department, Global Development Division, Global Elevator & Escalator Division, Building Systems Business Unit, Hitachi, Ltd. He is currently engaged in the coordination of mechanical development of elevators. Mr. Abe is a member of The Japan Society of Mechanical Engineers (JSME).

Elevator Development Department, Global Development Division, Global Elevator & Escalator Division, Building Systems Business Unit, Hitachi, Ltd. He is currently engaged in the mechanical development of elevators.

Elevator Development Department, Global Development Division, Global Elevator & Escalator Division, Building Systems Business Unit, Hitachi, Ltd. He is currently engaged in the mechanical development of elevators.

Sales Headquarters, Hitachi Elevator (China) Co., Ltd. He is currently engaged in the sale of elevators in China.

Engineering Company, Hitachi Elevator (China) Co., Ltd. He is currently engaged in the coordination of elevator installation and maintenance in China.

Engineering Company, Hitachi Elevator (China) Co., Ltd. He is currently engaged in the coordination of elevator installation in China.

Engineering Company, Hitachi Elevator (Guangzhou) Co., Ltd. He is currently engaged in the coordination of elevator installation in China.

Power Electronics Systems Research Department, Center for Technology Innovation – Controls, Research & Development Group, Hitachi, Ltd. He is currently engaged in the development of vibration control and noise reduction technologies for elevators. Dr. Arakawa is a member of the JSME.
NUMEROUS skyscrapers exceeding a height of 500 m are being planned in China and Middle Eastern countries. A strong brand and a technological presence indicative of high reliability are prerequisites for maintaining competitiveness in this market. To strengthen its competitiveness and to expand its share of the market for skyscrapers, Hitachi developed a 1,200-m/min elevator for the Guangzhou Chow Tai Fook (CTF) Finance Centre.
Hitachi equipped the new elevator with drive and control systems that achieve the world's fastest speed, a governor and brake that stop the elevator car in an emergency, and new technologies that prevent lateral vibration of the car caused by guide rail joints or warping and reduce the sensation of ear blockage caused by pressure differences. New techniques for constructing and fastening the guide rails were also adopted for use during on-site installation.
This article describes the new technologies developed in order to achieve these 1,200-m/min elevators.
Hitachi's development of skyscraper elevators began in 1968 with the delivery of 300-m/min elevators for the Kasumigaseki Building. A 90-m elevator research tower was constructed (the world's highest at the time) and used to develop and test features such as accurate speed control technology, vibration noise control technology, and high-speed safety equipment, culminating in the successful completion of the 300-m/min ultra-high-speed elevator(1). This was followed in 1974 by the development of a 540-m/min ultra-high-speed elevator for the Shinjuku Sumitomo Building. In 1993, Hitachi developed technology for an 810-m/min elevator (the world's fastest at that time) in response to the trend toward buildings of 100 stories or more(2).
With the start of the new century, meanwhile, elevator manufacturers around the world were participating in the major new market that had emerged from the rapid economic growth taking place in Asia, particularly in the Chinese market. The trend in the Middle East, too, was toward taller and larger buildings, creating a demand for ultra-high-speed and high-capacity elevators.
An elevator with a speed of 1,010 m/min commenced operation in Taiwan in 2004, making it the world's fastest(3). Hitachi, meanwhile, has continued to build up its own technical capabilities for elevators with high capacity and long travel, including construction techniques, with the development of high-capacity elevators for the Shanghai World Financial Center with a travel distance of approximately 440 m in 2008(4). In 2010, Hitachi constructed a new elevator research tower with the world's highest above-ground height of 213 m at that time. Hitachi has used the tower as a research facility for developing and supplying the world's fastest elevators, and has conducted various trials and developed technologies that take account of safety, comfort, and the environment(5) (see Fig. 1).
Fig. 1—History of Hitachi’s Ultra-High-Speed Elevators.
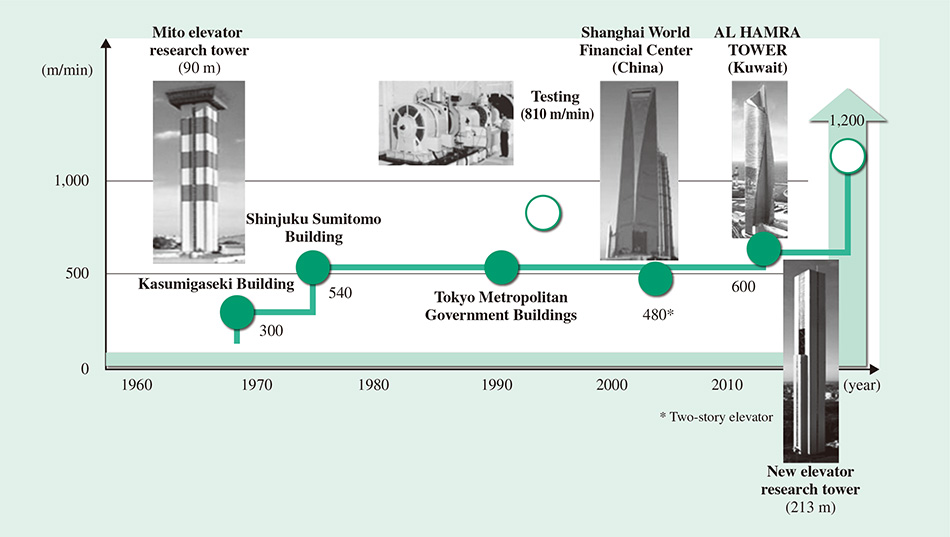 The graph shows the history of elevator speeds from the late 1960s to the present day.
The graph shows the history of elevator speeds from the late 1960s to the present day.
Faster elevators not only make skyscrapers more convenient by transporting users to the destination floor more quickly, they also enhance the value of the building itself. On the other hand, when elevators travel at very high speeds, problems arise that did not exist before, including noise and vibration caused by air flow, minute height differences in the guide rail joints, and warping in the guide rails, resulting in a degradation of user comfort. To ensure user comfort, the development of ultra-high-speed elevators needs to include keeping noise and vibration in the elevator car down to the same sort of levels as conventional elevators. Likewise, the various safety devices and control systems also need to maintain similar levels of performance and quality despite the much faster speed. This requires the development of technologies for comfort and safety as well as the drive and control techniques used to achieve the elevator's ultra-high speed. The technologies acquired through this work raise the technical standard of Hitachi elevators and make it possible to provide customers with safer and more reassuring products.
Fig. 2 shows the equipment and technologies that needed to be developed for the world's fastest elevator. In particular, these included major technical innovations in the form of a traction machine that was made smaller thanks to lower losses and other enhancements while still providing a high 330-kW capacity, and a high-output (2,200 kVA) control unit that was reduced to approximately half the size of the previous model by using a drive circuit configuration with four insulated-gate bipolar transistors (IGBTs) in parallel. Other new technologies developed by Hitachi to maintain user comfort when traveling at 1,200 m/min were the use of top and bottom active guide units to halve the amount of vibration caused by bumps in the guide rails, and air pressure adjustment technology for elevator cars to alleviate the sensation of ear blockage(6).
Fig. 2—Main Technologies Developed for the 1,200-m/min Elevator.
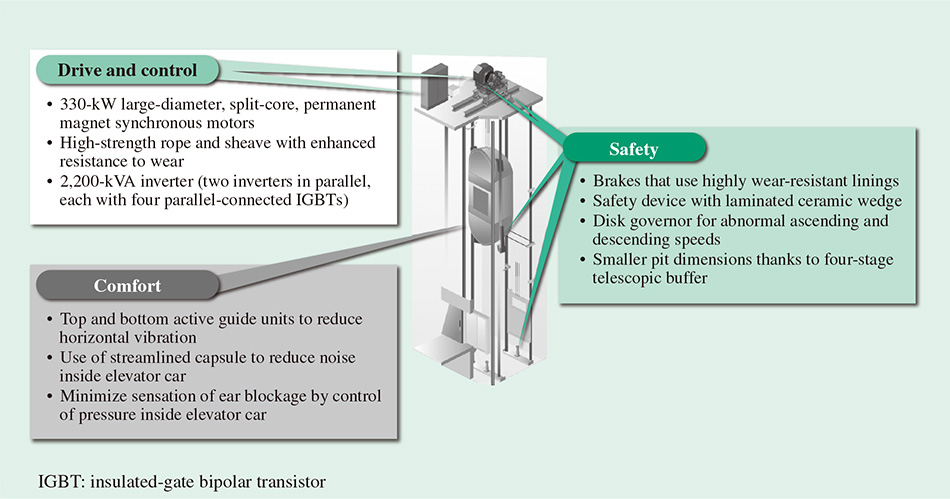 The technologies developed for the 1,200-m/min elevator are categorized into drive and control technologies, safety, and comfort.
The technologies developed for the 1,200-m/min elevator are categorized into drive and control technologies, safety, and comfort.
Elevators that travel at high speeds require larger equipment because of the resistance and losses that occur. Moreover, the greater weight of the rope required in taller buildings with longer elevator travel also has a major impact on the overall elevator. This section describes the traction machine and control panel that were made smaller by reducing loses and using a high-strength rope.
Fig. 3—Traction Machine with 330-kW Permanent Magnet Synchronous Motor.
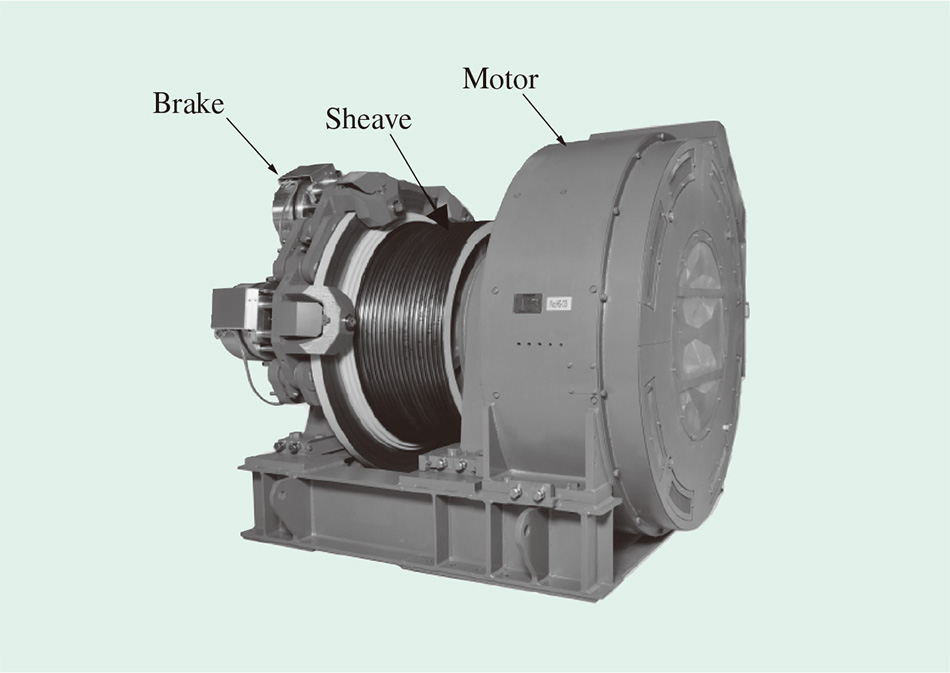 High output and reduced space requirements were achieved by developing a permanent magnet synchronous motor with a large-diameter and split iron core, a rope made from high-strength wire, and a sheave with enhanced resistance to wear.
High output and reduced space requirements were achieved by developing a permanent magnet synchronous motor with a large-diameter and split iron core, a rope made from high-strength wire, and a sheave with enhanced resistance to wear.
In terms of drive technologies, thin-profile motors are needed that combine a compact design with the high output required for elevators with a speed of 1,200 m/min. Accordingly, Hitachi developed a new 330-kW permanent magnet synchronous motor that is among the world's largest capacity. To achieve a thinner profile and reduce the electrical losses associated with higher speeds, the motor features a laminated core rotor and a split iron core that has a low torque ripple despite its large diameter. As a result, it was possible to make the traction machine 13% narrower while still having a rated output 1.3 times that of motors based on conventional technology (see Fig. 3).
To reduce the suspended load on the traction machine, Hitachi developed a high-strength independent wire rope core (IWRC) with newly designed materials and strand weave for use as the main rope holding up the elevator car. The new rope is 1.3 times stronger than ropes made using the previous technique, making it 30% lighter than the previous rope. Hitachi also developed a sheave with high strength and excellent wear durability.
Having been made larger to provide the extra capacity needed for acceleration and deceleration control of the 330-kW permanent magnet synchronous motor, the control panel needed to be reduced in size so that it could fit inside the machine room. Accordingly, a high output of 2,200 kVA was achieved while keeping the dimensions equal or smaller to those of previous models by retaining the same dimensions for the individual control units as achieved on previous models and adopting a set parallel configuration that doubled the control unit output capacity, from 600 to 1,200 kVA, and connected two of these expanded control units in parallel (see Fig. 4).
Fig. 4—Control System Configuration.
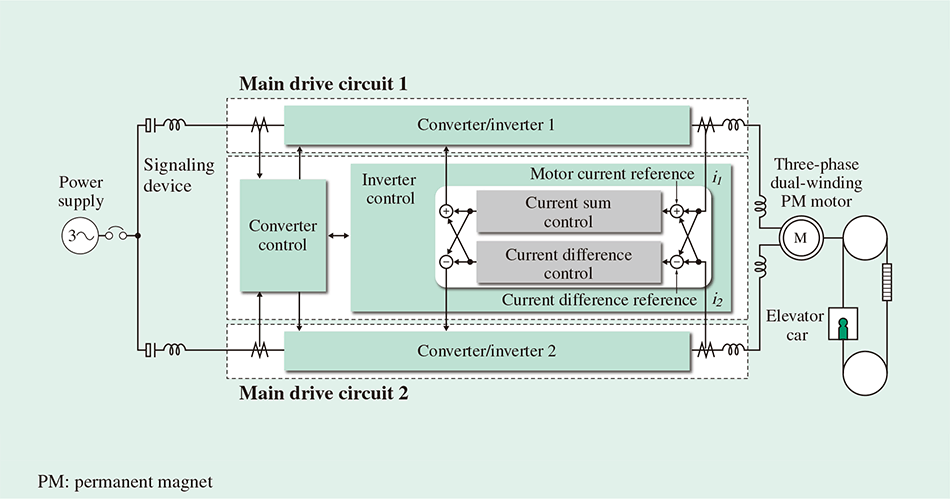 The configuration achieves high capacity by using a dual inverter (two independent main drive circuits connected in parallel) with sum and difference current control used to balance the two inverter currents.
The configuration achieves high capacity by using a dual inverter (two independent main drive circuits connected in parallel) with sum and difference current control used to balance the two inverter currents.
Fig. 5—Control Characteristics of 1,200-m/min Elevator.
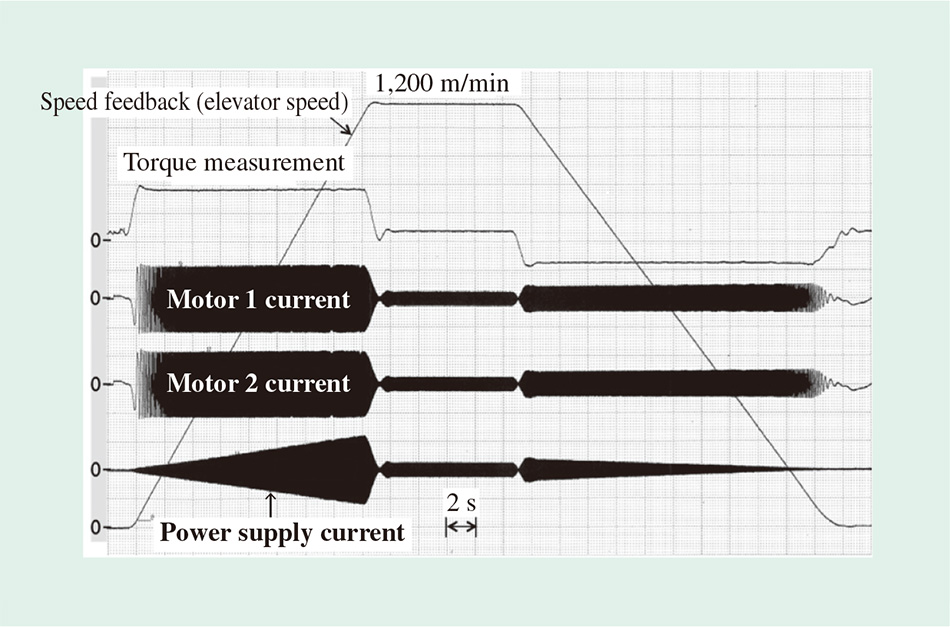 To determine the control characteristics, a ground-based equivalence test rig that simulates the inertial mass and load of the elevator was used to test operation for a travel distance of 600 m and a speed of 1,200 m/min.
To determine the control characteristics, a ground-based equivalence test rig that simulates the inertial mass and load of the elevator was used to test operation for a travel distance of 600 m and a speed of 1,200 m/min.
Fig. 6—Control Panel.
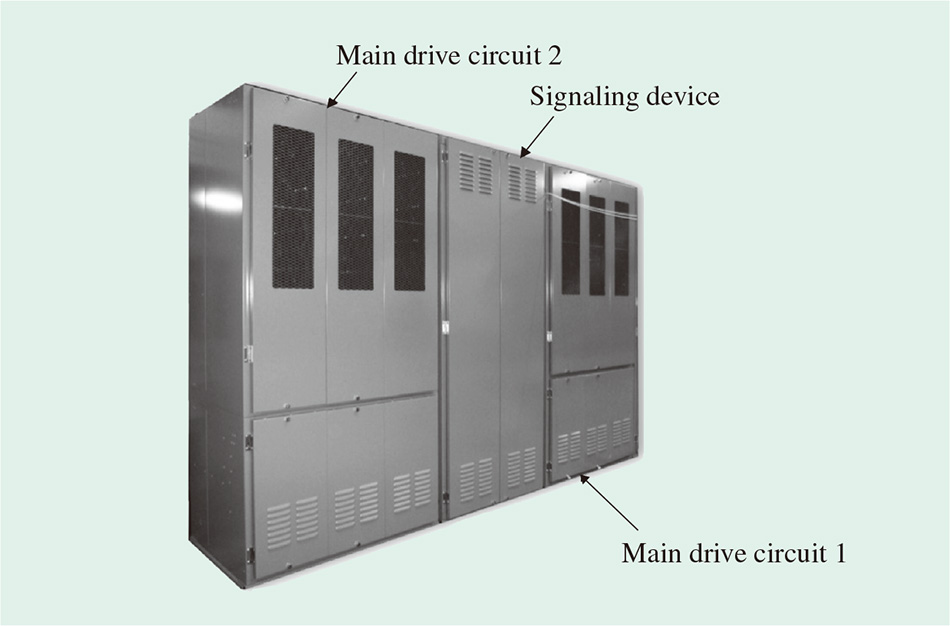 The three panels are installed separately and, from left to right, house main drive circuit 2, a signaling device, and main drive circuit 1, respectively. Separate panels house the mains power connection and reactor.
The three panels are installed separately and, from left to right, house main drive circuit 2, a signaling device, and main drive circuit 1, respectively. Separate panels house the mains power connection and reactor.
At a speed of 1,200 m/min (72 kph), even minute bumps or warping in the guide rails have a major impact on elevator car vibration. The sensation of ear blockage resulting from the large pressure changes that occur in skyscrapers is also a source of greater user discomfort. Accordingly, Hitachi undertook development to improve these aspects of user comfort.
The method used in the past to reduce horizontal vibration of the elevator car involved an active guide unit that detected vibrations using an accelerometer attached to the bottom of the car and used an actuator in the guide unit on the underside of the car to suppress the vibrations by controlling the spring force. At 1,200 m/min, however, the periodic vibrational disturbances due to rail misalignment are shifted to a higher frequency, and these are prone to generating higher-order modes of vibration that include pitching and other rotational modes as well as translational vibration (see Fig. 7). To deal with this, Hitachi developed a vertical active system with upper and lower active guide units that have accelerometers and actuators installed at four locations (top, bottom, left, and right) (see Fig. 8). The control system was built to be able to suppress different modes of vibration by designing it using the H∞ control technique to allow for sensitivity to horizontal vibration due to people and variations in the elevator parameters.
Testing on a vibrator test rig demonstrated that the new vertical active system can suppress rotational as well as translational modes of vibration, and that this ability to suppress a number of different modes of vibration works even when higher speeds cause the frequency of vibration to increase (see Fig. 9).
Fig. 7—Elevator Car Vibration Modes.
 The diagrams represent the primary, secondary, and tertiary vibration modes that pose a problem at very high speeds.
The diagrams represent the primary, secondary, and tertiary vibration modes that pose a problem at very high speeds.
Fig. 8—Configuration of Vertical Active System.
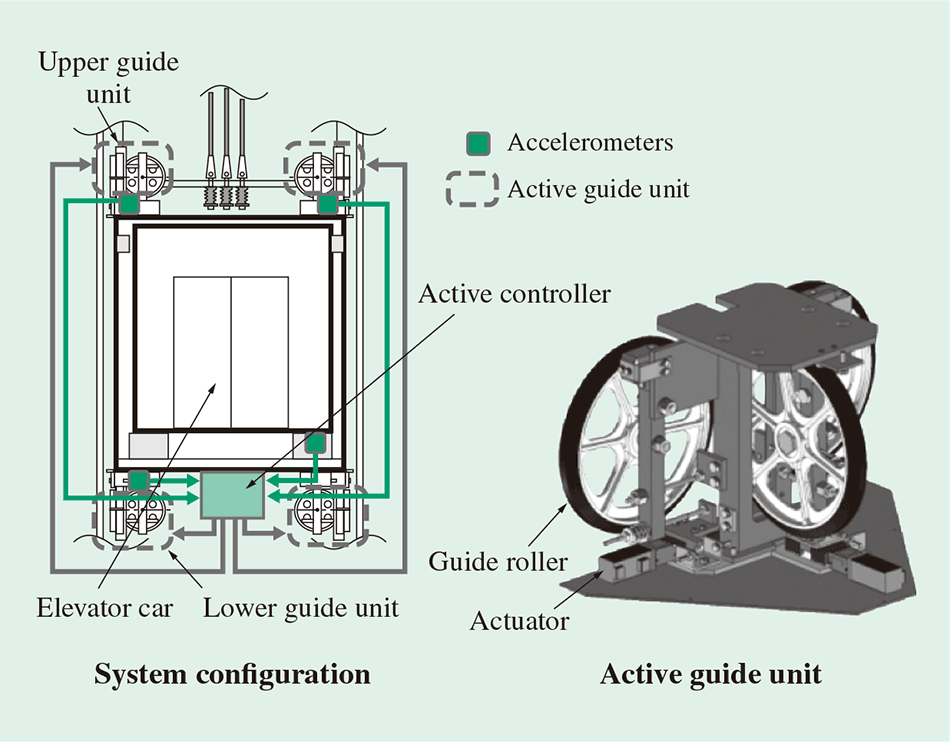 A single controller coordinates control of the accelerometers and active guide units that are fitted at four locations on the elevator car. The active guide units use an actuator to control the force pushing against the rail.
A single controller coordinates control of the accelerometers and active guide units that are fitted at four locations on the elevator car. The active guide units use an actuator to control the force pushing against the rail.
Fig. 9—Vibration Suppression by Vertical Active System.
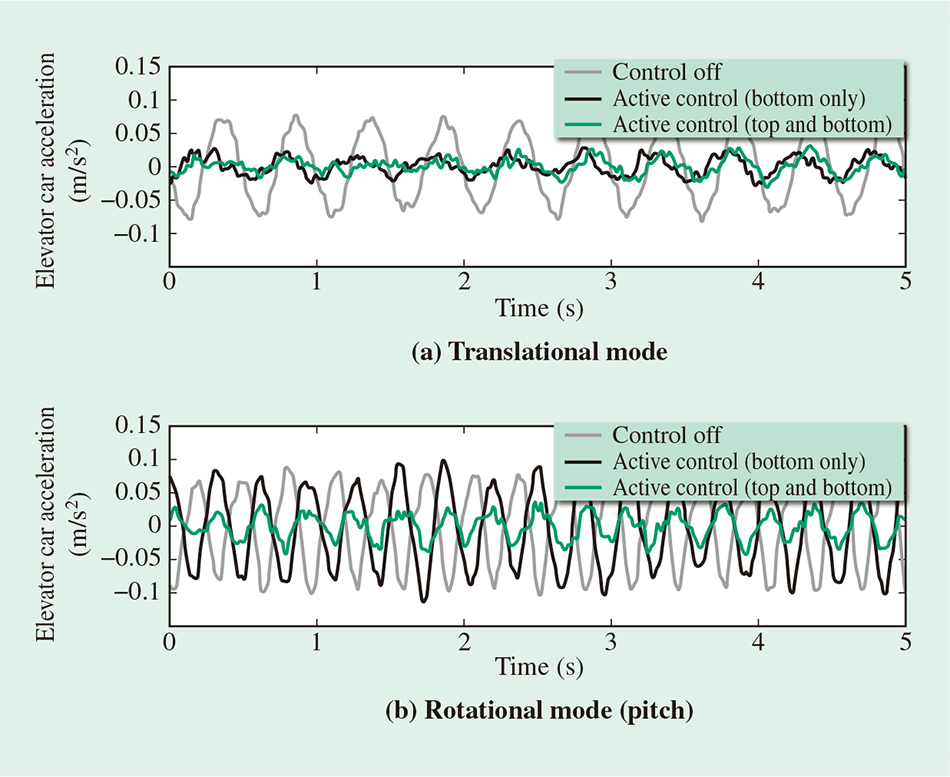 Whereas it is impossible to suppress rotational modes of vibration when active guide units are only provided at the two bottom locations, rotational modes can be controlled if active guide units are installed at the top, bottom, left, and right.
Whereas it is impossible to suppress rotational modes of vibration when active guide units are only provided at the two bottom locations, rotational modes can be controlled if active guide units are installed at the top, bottom, left, and right.
Faster elevator speeds increase the level of aerodynamic noise, causing more noise to propagate into the interior of the elevator car. The predicted increase in interior noise when changing from 600 m/min to 1,200 m/min was more than 15 dB, reaching a level similar to that experienced when standing next to a major highway. Minimizing this increased interior noise level requires suppression measures for both the noise source and transmission path.
To reduce noise at its source, Hitachi used computational fluid dynamics techniques acquired through development work in the railway industry to evaluate the surface pressure fluctuations that cause aerodynamic noise, and developed a streamlined capsule that reduces these fluctuations by approximately 50% compared to previous models (see Fig. 10). Moreover, because an elevator car is subject to increased horizontal vibration when passing its counterweight, experiencing wind pressure that increases with the square of the speed, reducing the noise and vibration caused by this passing is one of the challenges associated with increasing elevator speed. Accordingly, to suppress interior noise and reduce vibration, the counterweight was fitted with a streamlining cover and an opening that reduces wind pressure by about 30%.
The noise reduction measures relating to the transmission path involved both, improving the acoustic insulation in the ceiling, side walls, and other parts of the car to reduce transmitted noise, and developing an airtight car by minimizing gaps around the door and elsewhere to reduce airborne noise transmission.
Testing in a wind tunnel and on actual elevators verified that these techniques had succeeded in reducing internal noise (see Fig. 11 and Fig. 12).
Fig. 10—Use of Computational Fluid Dynamics to Determine Changes in Elevator Car Surface Pressure.
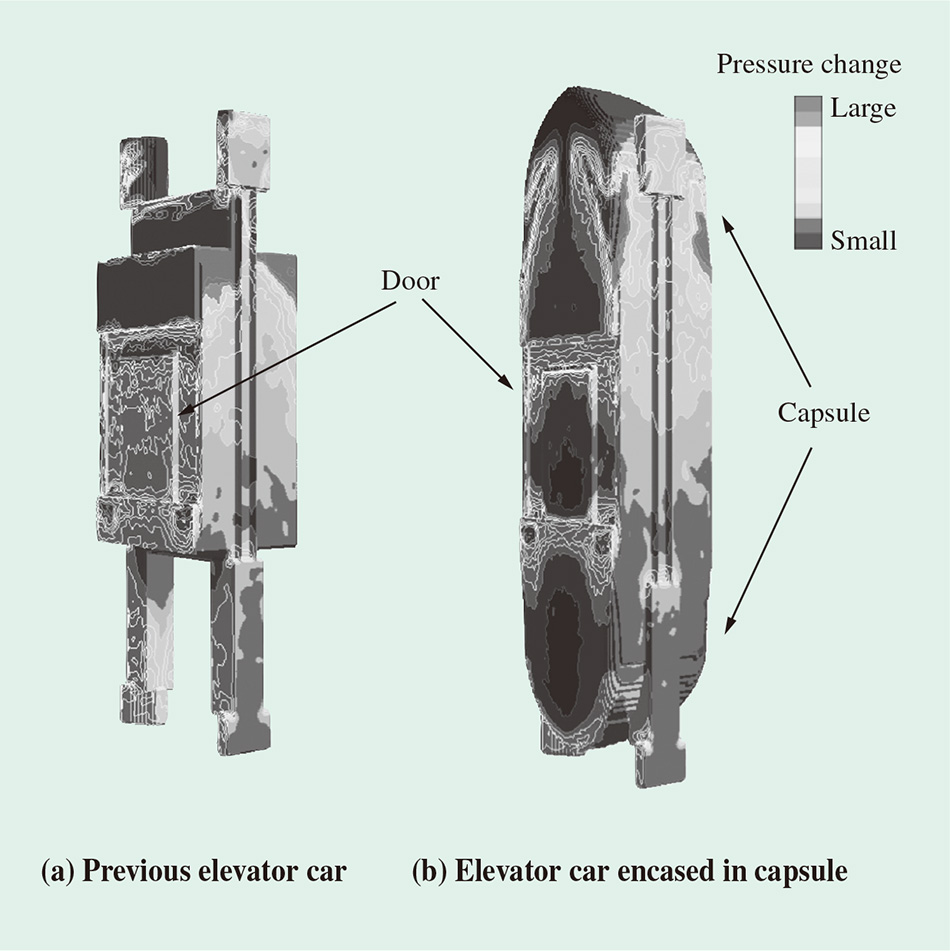 The analysis found that encasing the elevator car in a streamlined capsule with a curved profile, including on the door side, reduced the area subject to large pressure changes.
The analysis found that encasing the elevator car in a streamlined capsule with a curved profile, including on the door side, reduced the area subject to large pressure changes.
Fig. 11—Wind Tunnel Testing of Scale Model.
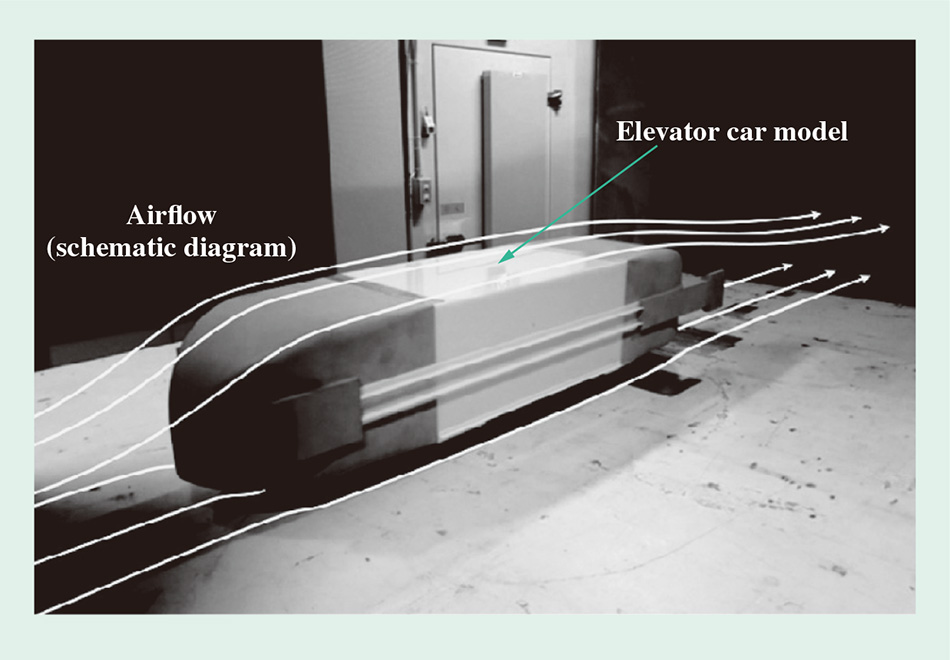 The reduction in noise from adopting the streamlined capsule was determined by evaluating the aerodynamic noise from a 1/12 scale model of the elevator car.
The reduction in noise from adopting the streamlined capsule was determined by evaluating the aerodynamic noise from a 1/12 scale model of the elevator car.
Fig. 12—Elevator Car Capsule.
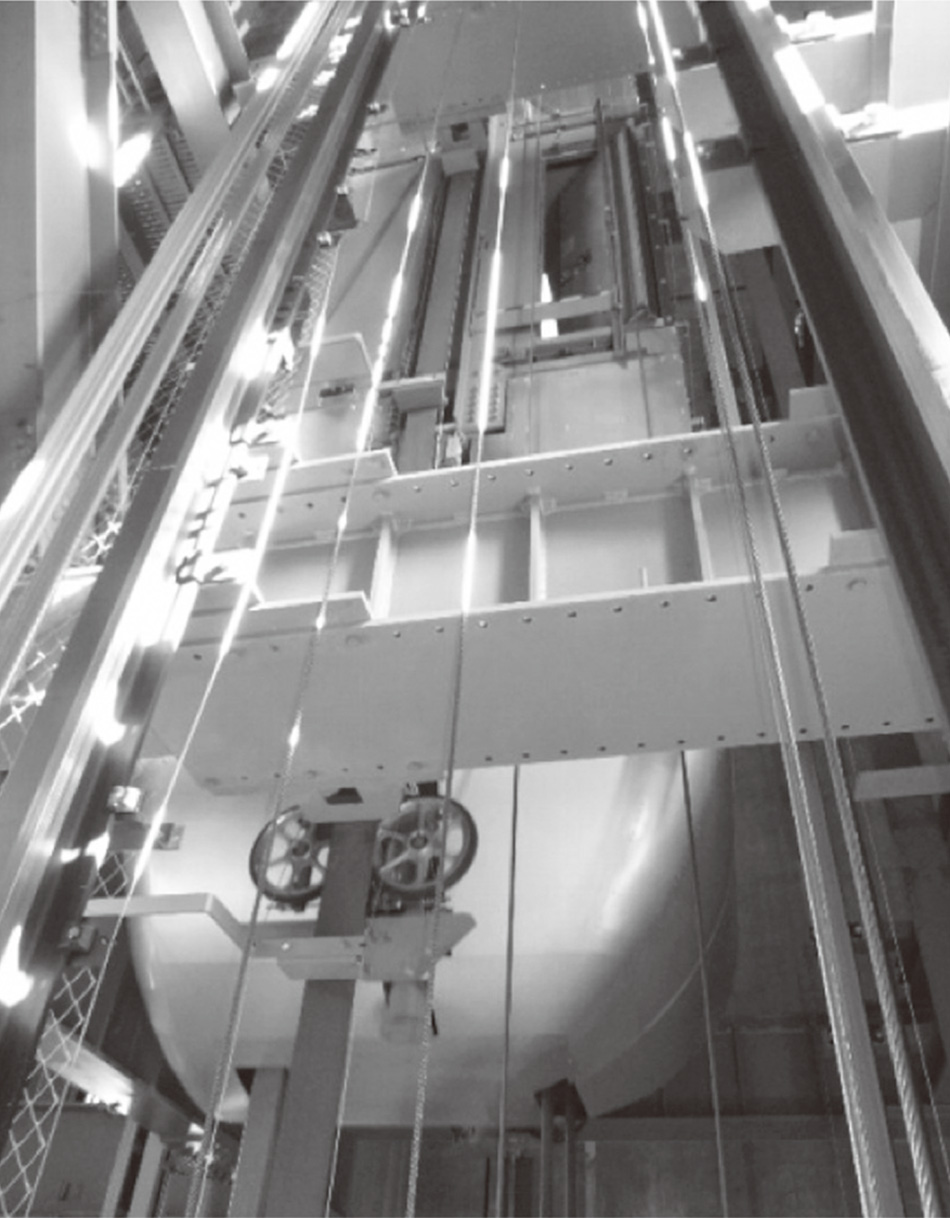 The capsule shape was developed based on the results of testing using computational fluid dynamics and the wind tunnel.
The capsule shape was developed based on the results of testing using computational fluid dynamics and the wind tunnel.
Fig. 13—Air Pressure Simulator.
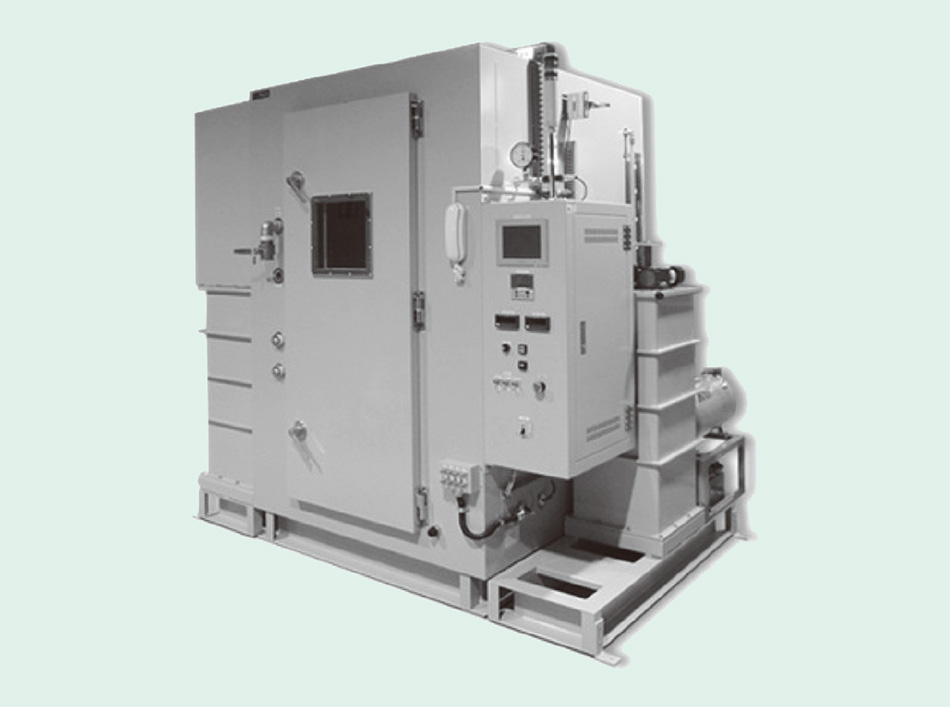 This simulator is used to replicate the changes in air pressure in an elevator in a skyscraper.
This simulator is used to replicate the changes in air pressure in an elevator in a skyscraper.
The changes in air pressure associated with taller buildings and faster speeds can cause user discomfort in elevator cars by causing the sensation of ear blockage, and the effect of pressure changes on the human body are more severe in skyscrapers of 500 m or more. Because this sensation of ear blockage is more noticeable when the elevator is descending than when it is ascending, it is necessary to place a limit on the descent speed.
Moreover, to reduce this discomfort, Hitachi adopted a method of controlling air pressure inside the elevator car that prevents the sensation of ear blockage from becoming more severe by forcing a rapid change in car air pressure to prompt users to swallow, which helps equalize the pressure in their ears. Testing of the rate of change in air pressure and the sensation of ear blockage was performed by using an air pressure simulator to conduct sensory evaluations (see Fig. 13).
Fig. 14—Testing of Ability to Control Pressure Difference between Interior and Exterior of Elevator Car at Guangzhou CTF Finance Centre.
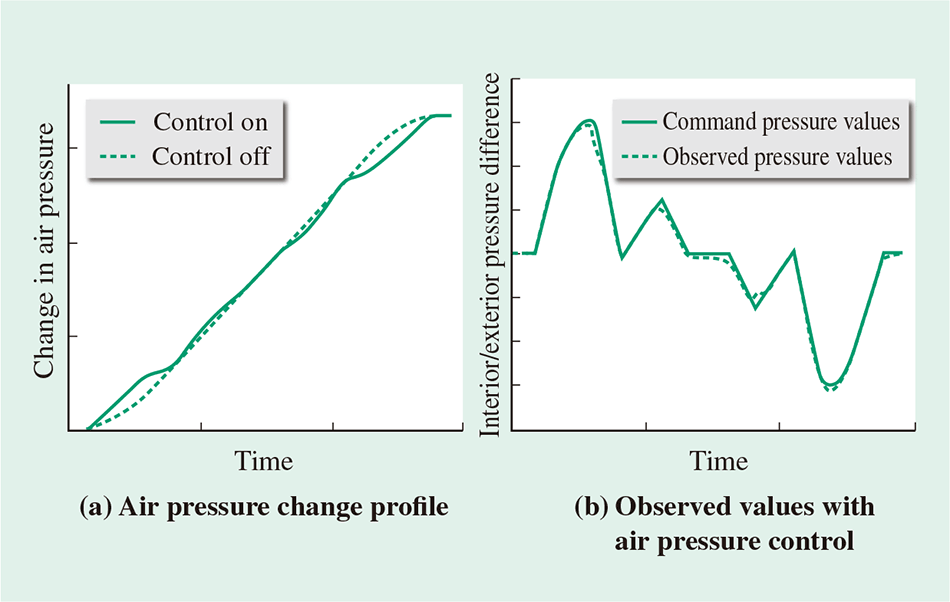 The graph on the left shows a comparison of the internal air pressures for a traveling elevator in the Guangzhou CTF Finance Centre when control is on and off respectively. The graph on the right shows a comparative evaluation of the command values and observed values for internal air pressure when control is enabled.
The graph on the left shows a comparison of the internal air pressures for a traveling elevator in the Guangzhou CTF Finance Centre when control is on and off respectively. The graph on the right shows a comparative evaluation of the command values and observed values for internal air pressure when control is enabled.
To control the interior air pressure, Hitachi developed an air pressure control system made up of a pressurizer and a depressurizer mechanism. The difficulty with this air pressure control system was that it needed to minimize control tolerance while still providing the fast response needed to achieve rapid changes in air pressure. To solve this problem, Hitachi developed a control technology with two degrees of freedom in which feedforward control is used for a fast response and control tolerance is minimized by combining feedback control with the generation of control commands in a way that takes account of the change in volume of structural components due to pressure differences. This succeeded in making air pressure control both accurate and responsive (see Fig. 14).
Safety devices and systems development practices that can cope with high elevator speeds are among the challenges that need to be overcome to ensure the safety performance of the 1,200-m/min elevator. A new brake, safety device, overspeed governor, oil buffer, and electronic safety systems were developed for the elevator.
While the elevator brake is normally used to hold the elevator car in position when stopped, it is also required to brake the motion of the car and bring it to a safe halt in the event of a power outage or other emergency.
Whereas the heating of the brake lining during an emergency stop reaches no more than 200°C on normal elevators, the friction heating of the brake lining when engaged at a speed of 1,200 m/min can exceed 400°C for short periods. Accordingly, through improvements to the compounding agent and the shape of the braking surface, Hitachi developed a brake lining that is able to bring the elevator car to a safe halt even if it gets as hot as 400°C.
Fig. 15—Safety Device and Overspeed Governor.
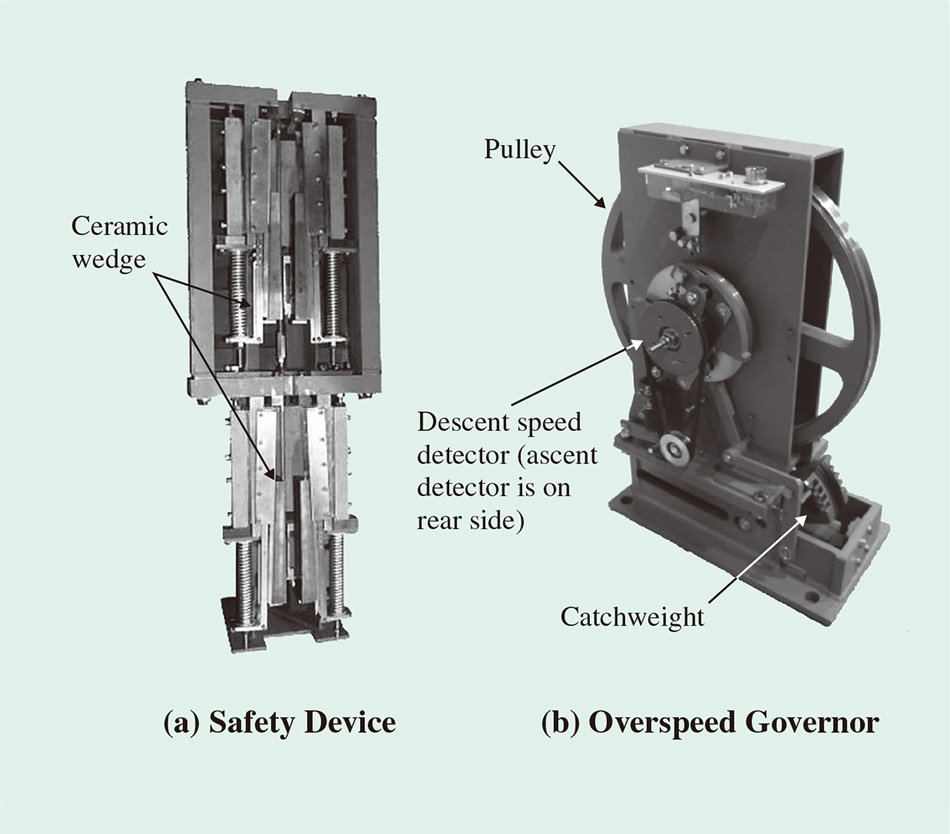 The safety device grips the guide rails to brake the 1,200-m/min elevator in the event of an emergency and the overspeed governor detects the elevator car speed.
The safety device grips the guide rails to brake the 1,200-m/min elevator in the event of an emergency and the overspeed governor detects the elevator car speed.
The safety device fitted to elevator cars is used to bring the car to a halt if it exceeds its rated speed by applying a friction brake to the rails. Decelerating an elevator traveling at 1,200 m/min to a full halt requires approximately 4.8 times as much braking energy as Hitachi's previous largest-capacity safety device.
Hitachi developed a laminated ceramic wedge that is able to withstand the heat and wear caused by braking and to bring the elevator car to a halt without exceeding the maximum rate of deceleration specified by the regulations. It also adopted a dual brake configuration for the safety device, with separate upper and lower brakes to ensure that the required braking force can be achieved while also making the safety device smaller [see Fig. 15 (a)]. By conducting drop tests on the elevator research tower (described below), Hitachi satisfied the requirement to perform braking reliably twice using the same brake as specified by European norms and Chinese standards, and acquired certification.
An overspeed governor is a speed detector that engages the safety devices (brake and safety devices) when it detects abnormal elevator acceleration.
To deal with elevators that have different ascending and descending speeds, development was undertaken by fitting separate speed detectors on the front and rear of the overspeed governor so that the same unit could be used for the two different speeds [see Fig. 15 (b)]. The descending speed detector needs to be set to a lower speed than the ascending speed detector, and therefore Hitachi constructed it to disconnect the descending speed detector when the elevator is ascending so that it is not activated by mistake. As well as maintaining safety, this also reduces the amount of space required.
Fig. 16—Oil Buffer for 1,200-m/min Elevator.
 Hitachi reduced the size of the pit by approximately 9 m by developing a four-stage telescopic oil buffer.
Hitachi reduced the size of the pit by approximately 9 m by developing a four-stage telescopic oil buffer.
The oil buffer is installed at the bottom of the hoistway (the pit) to halt the elevator and cushion the impact when it reaches the bottom.
The greater impact force resulting from the faster elevator speed means that the height of the oil buffers needs to be increased. Using the old design, a 1,200-m/min elevator would require an oil buffer of 24 m or more, causing extra construction work and making future replacement difficult. Hitachi resolved this problem by developing an oil buffer that uses a telescopic configuration with a four-stage plunger to shorten its overall height, to 15 m or less in this case (see Fig. 16).
An emergency terminal speed-limiting device (ETSD) monitors the elevator car location and speed as it approaches the end of the hoistway and decelerates the car if its speed at a specified distance from the end of the hoistway exceeds a specified limit.
On past ETSDs, location was determined using a photoelectric device on top of the elevator car that detected when it moved past a shielding plate in the hoistway, while car speed was detected by the mechanical operation of a switch in the governor. Unfortunately, it proved difficult to build practical ETSDs of this type that worked at faster speeds because of the increased number of shielding plates in the hoistway and more complex governor mechanism.
Instead, Hitachi developed an electronic ETSD that uses an encoder in the governor to routinely and continuously monitor car location and speed, and incorporates a control panel to determine whether the elevator is operating in an acceptable range. The electronic ETSD has dual encoders and control panels (power supply, printed circuit boards, microcomputer), with each system monitoring the other to ensure a high level of safety and reliability.
Important tasks during the installation of a 1,200-m/min elevator include hoisting up a traction machine that weighs more than 20 t, installing approximately 200 guide rails that influence elevator ride comfort, and correctly assembling the complex array of elevator car components. At the Guangzhou CTF Finance Centre, construction staff from Hitachi Elevator (China) Co., Ltd. worked together under the supervision of construction staff from Japan to develop efficient installation and construction techniques. The work was undertaken by a project organization coordinated between Japan and China.
Fig. 17—Delivery of Fully Assembled Traction Machine.
 The photograph shows a traction machine and mount (with a combined weight of more than 20 t) being lifted up to the machine room after being assembled on the ground.
The photograph shows a traction machine and mount (with a combined weight of more than 20 t) being lifted up to the machine room after being assembled on the ground.
Traction machine installation usually involves lifting the machine into place using a hoist. In this case, however, because the high-capacity traction machines (including the mount) weigh more than 20 t, it was decided to install them fully assembled. That is, to speed up the installation process, the traction machine and mount were assembled on the ground and then the completed unit was lifted into place using a construction tower crane.
Installing the traction machines fully assembled meant that the work needed to be done during the short time window between completing the floor of the machine room and starting work on the floor above. Through close coordination of schedules between the construction work in China and the traction machine manufacture and shipment from Japan, delivery and installation in the machine room (at an elevation of 470 m) were completed quickly and safely, without delaying construction (see Fig. 17).
Fig. 18—Assembly of Complete Elevator Car.
 The photograph shows the trial assembly of a complete elevator car at Mito Works together with construction site workers.
The photograph shows the trial assembly of a complete elevator car at Mito Works together with construction site workers.
The 1,200-m/min elevator cars are equipped with the new internal pressure control system and the vertical active system. Moreover, the streamlined capsule for reducing noise in the elevator car needs to be installed without leaving any gaps between the capsule and car.
To ensure that local workers with little experience of installing special elevator cars would be able to complete the installation on schedule, the test assembly of a complete elevator car was undertaken at the Japan factory. By allowing the work procedures to be checked, assembling a complete elevator car at the factory prior to installation ensured that the actual on-site construction could be completed accurately (see Fig. 18).
Fig. 19—Guide Rail Compression Test Rig.
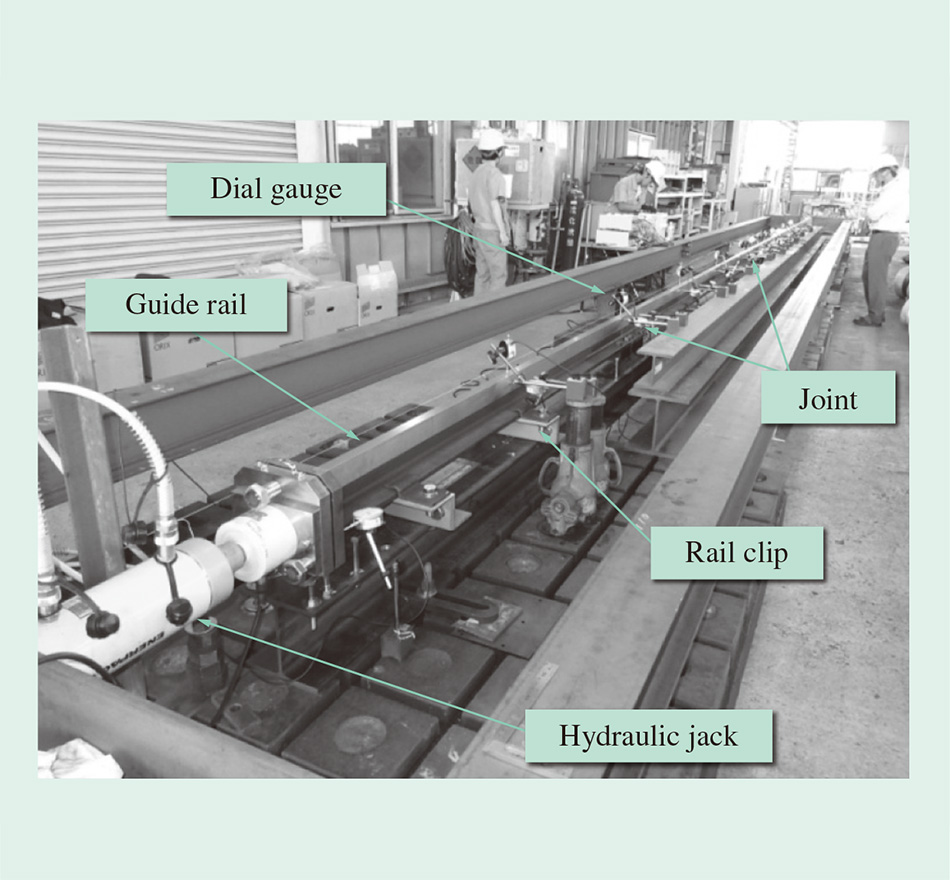 Testing was used to determine the effect on things like rail warping of the anticipated compressive load on the guide rails due to progressive deformation (settling) of the building.
Testing was used to determine the effect on things like rail warping of the anticipated compressive load on the guide rails due to progressive deformation (settling) of the building.
Skyscrapers tend to shrink over time under the weight of installed equipment and of the building itself. The cumulative effect of the small amounts of shrinkage at each floor places a compressive load on the elevator guide rails via the brackets to which they are mounted. This also occurs during guide rail installation, and if the compressive force is high enough it causes small amounts of deformation in the rails and in the joints between rails. This compressive force also makes it difficult to correct for warping after installation (see Fig. 19).
In the past, Hitachi has used rail clips for skyscrapers that allow the guide rails to slip along their supporting brackets if enough force is applied to them in the axial direction. To further reduce the compressive force experienced by the rails in this latest project, Hitachi developed new clips that minimize the amount of load needed before guide rail slipping occurs, thereby reducing the level of compressive force and progressive deformation of the guide rails and making tasks like correcting guide rail warping easier. This ensured the proper installation of the guide rails in the building.
Fig. 20—Overview of Elevator System Test.
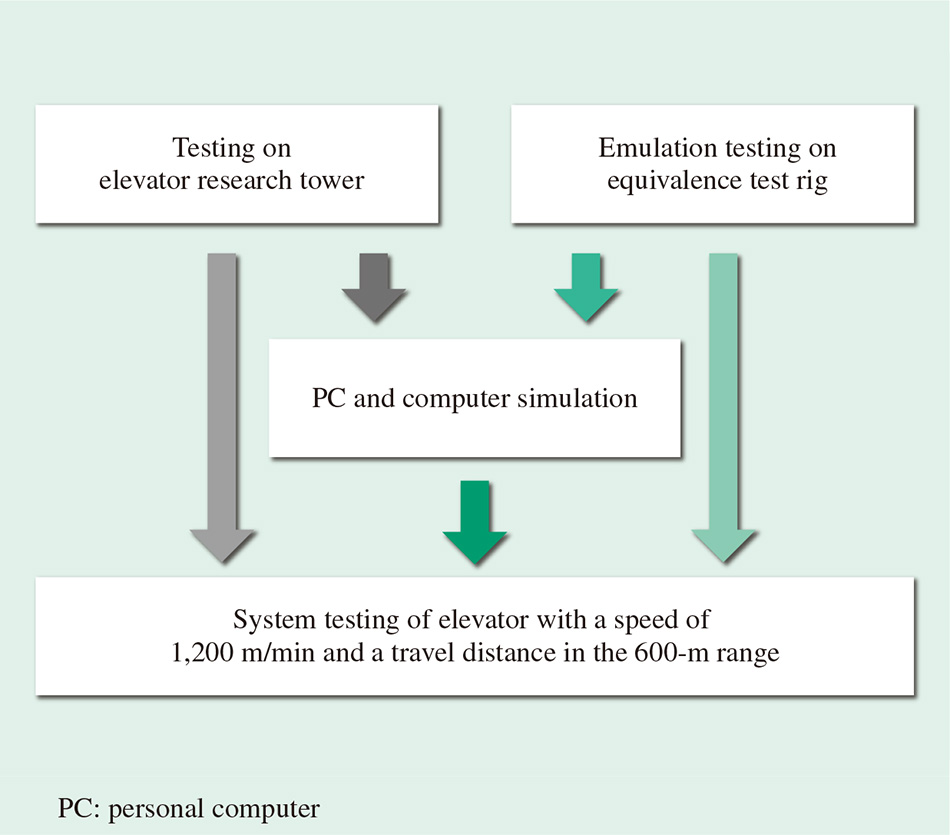 Precise elevator system testing was made possible by using a combination of simulation and tests on actual elevators.
Precise elevator system testing was made possible by using a combination of simulation and tests on actual elevators.
To cope with the numerous test requirements for the various different types of equipment, the development included conducting evaluation trials of this equipment that involved both testing the 1,200-m/min elevator in the new elevator research tower and conducting emulation testing on a ground-based equivalence test rig. For those checks that are difficult to perform in practice, system testing was conducted on an evaluation system that incorporated simulation techniques developed by Hitachi and used parameters obtained from testing of the actual elevator (see Fig. 20).
Fig. 21—Ground-based Equivalence Test Rig.
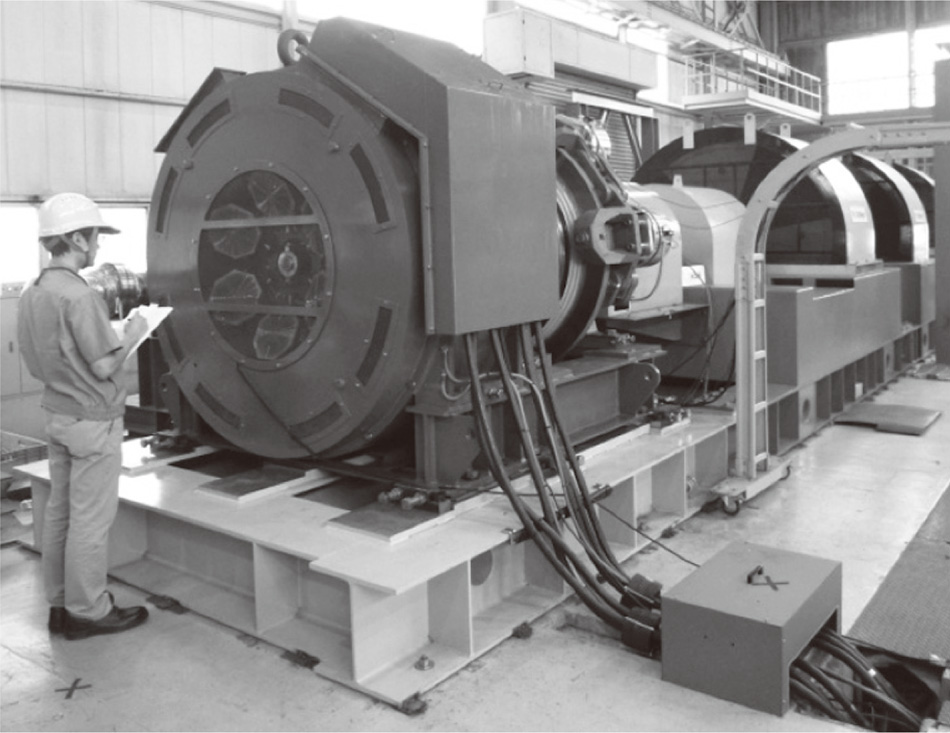 The test rig can be used to simulate a variety of conditions on the ground, including the loaded weight and inertial mass of the elevator.
The test rig can be used to simulate a variety of conditions on the ground, including the loaded weight and inertial mass of the elevator.
The ground-based equivalence test rig (see Fig. 21) incorporates equipment for simulating inertial mass under different conditions for things like elevator car weight and distance of travel. It uses included emergency brake testing and testing the performance of the traction machine and control panel operating together under conditions equivalent to an elevator with a speed of 1,200 m/min and a travel distance of 600 m.
Fig. 22—New Elevator Research Tower.
 The 213-m elevator research tower is located at Hitachi’s Mito Works, and was built with the aim of representing Hitachi as global No. 1 in elevators.
The 213-m elevator research tower is located at Hitachi’s Mito Works, and was built with the aim of representing Hitachi as global No. 1 in elevators.
The new 213-m high elevator research tower (see Fig. 22) was used to evaluate floor level accuracy and vibration during acceleration and deceleration, and also for elevator car testing to assess measures for minimizing vibration and noise when traveling at very high speed, including the streamlined capsule for reducing wind noise when moving and the active guide for reducing elevator car vibration due to guide rail warping. It was also used to test the safety device, overspeed governor, oil buffer, and other safety mechanisms.
Fig. 23—Operation Profile of 1,200-m/min Elevator at Guangzhou CTF Finance Centre.
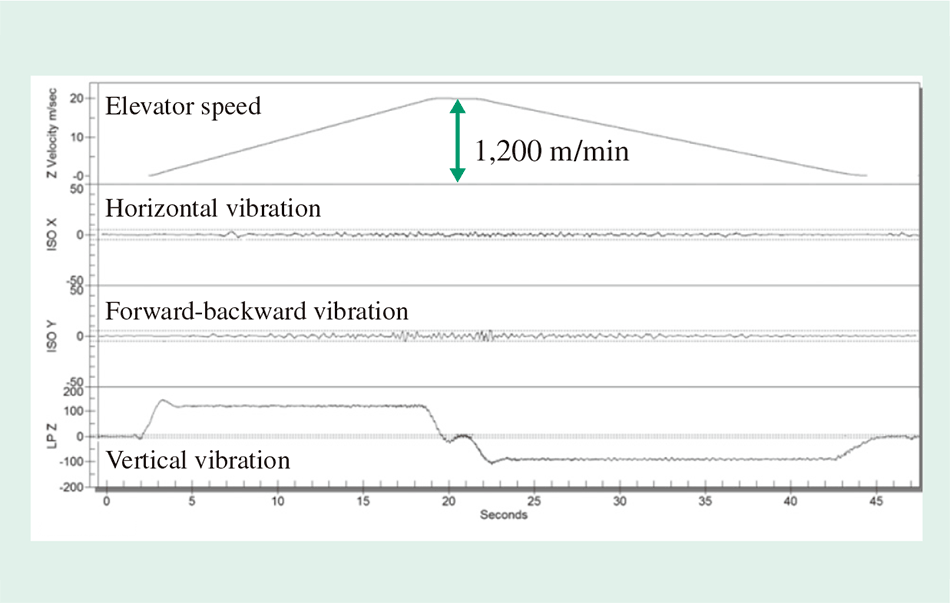 The graphs show the operation and car vibration profiles measured on-site for the elevator traveling at 1,200 m/min.
The graphs show the operation and car vibration profiles measured on-site for the elevator traveling at 1,200 m/min.
Having completed testing using simulation and the above test equipment, a speed of 1,200 m/min was achieved on the actual elevator (with a travel distance of 440 m) in May 2016.
A high level of ride comfort was achieved with a level of elevator car vibration in the vertical, horizontal, and forward-backward directions when traveling at 1,200 m/min being similar to that of previous elevators (see Fig. 23). The elevators were also put through various tests, including internal pressure control, internal noise level, and floor stopping accuracy, to demonstrate that the 1,200-m/min elevator satisfied the performance criteria. As a result, the elevator passed government inspection and certification testing for Chinese national certification [Guobiao (GB) standards] in August 2016.
Fig. 24—Guangzhou CTF Finance Centre.
 The photo shows the building under construction in Guangzhou, China. Hitachi’s 1,200-m/min elevator was already operating at the time.
The photo shows the building under construction in Guangzhou, China. Hitachi’s 1,200-m/min elevator was already operating at the time.
The 1,200-m/min elevator supplied to the Guangzhou CTF Finance Centre (see Fig. 24) entered service in May 2016 and was shown to be the world's fastest.
In the future, Hitachi plans to serve the taller and larger buildings that are in demand from overseas markets in particular by utilizing the new technologies and know-how developed for the 1,200-m/min elevator and by providing building environments that are secure, comfortable, and convenient.
