The introduction of digital technologies is bringing major changes to manufacturing and to the business environment surrounding it. Hitachi is looking to draw on its extensive portfolio of accumulated manufacturing knowledge to provide digital platforms that connect the value chain end-to-end.

Research & Development Management Department, Planning & Strategy Division, Industry & Distribution Business Unit, Hitachi, Ltd. Current work and research: Management of research and development. Society memberships: The Information Processing Society of Japan (IPSJ), The Institute of Electrical Engineers of Japan (IEEJ).

Global Business Planning Department, Industrial Solutions Division, Industry & Distribution Business Unit, Hitachi, Ltd. Current work and research: Management of business planning, and research and development.
Figure 1— Conceptual Diagram of CPS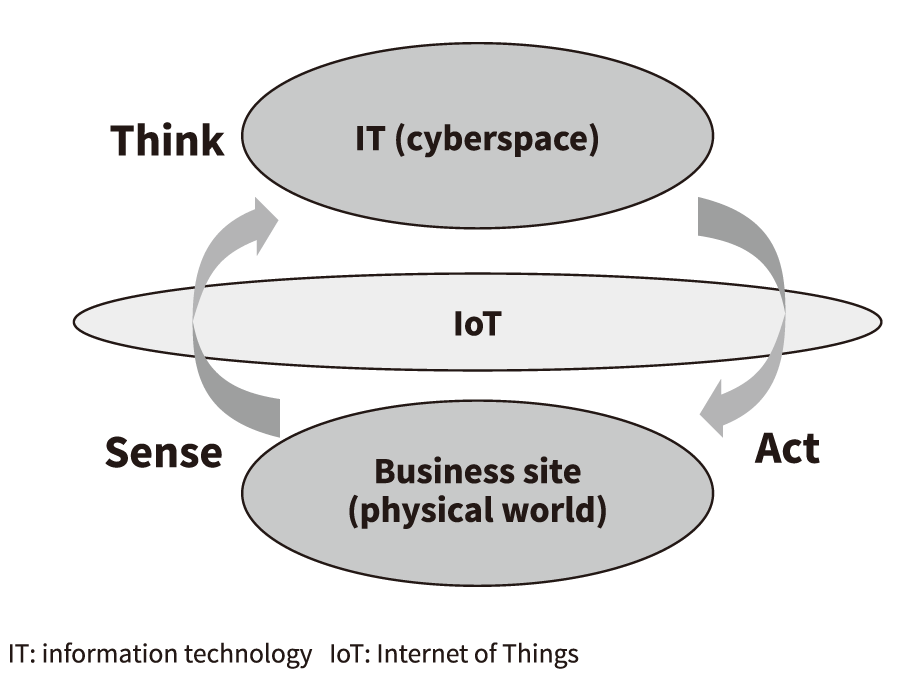 Cyber-physical system (CPS) systems collect (sense) information from the real world and project it as data into cyberspace using the IoT, analyze the data in cyberspace (think), and feed the results back (using the IoT) to the real world (act).
Cyber-physical system (CPS) systems collect (sense) information from the real world and project it as data into cyberspace using the IoT, analyze the data in cyberspace (think), and feed the results back (using the IoT) to the real world (act).
Efforts to increase efficiency and to optimize business processes by utilizing digital technologies in manufacturing are taking place around the world, with examples such as Industrie 4.0 in Germany and the Industrial Internet Consortium in the USA(1). Digital technology involves more than just converting analog systems to their digital equivalents. In the recent trend towards introducing the Internet of Things (IoT), digital technology often involves cyber-physical systems (CPS systems) that collect (sense) information from the real world and project it as data into cyberspace using the IoT, analyze the data in cyberspace (think), and feed the results back (using the IoT) to the real world (act) (see Figure 1). The process control systems of the 1970s can be considered the forerunners of CPS systems. However, today, the trend is towards utilizing the IoT to introduce CPS systems in various types of social infrastructure(2).
The manufacturing industry is looking at digital technology as a promising way, not only to drive business process efficiency gains and optimization, but also to create new value (such as mass customization) by connecting data throughout the value chain end-to-end. Hitachi, Ltd.’s core competencies span the areas of operational technology (OT), information technology (IT), production equipment and manufacturing sites. By drawing on its extensive portfolio of accumulated manufacturing knowledge, it aims to provide digital platforms that connect the value chain end-to-end.
This article presents some of the manufacturing solutions that Hitachi is working on to promote end-to-end value chain optimization and new value creation.
This section focuses on digital technology through examples of the IoT and digital engineering, and discusses the changes being brought about by digital technology in the manufacturing industry.
Figure 2—Changes in Manufacturing Using Digital Technology(6)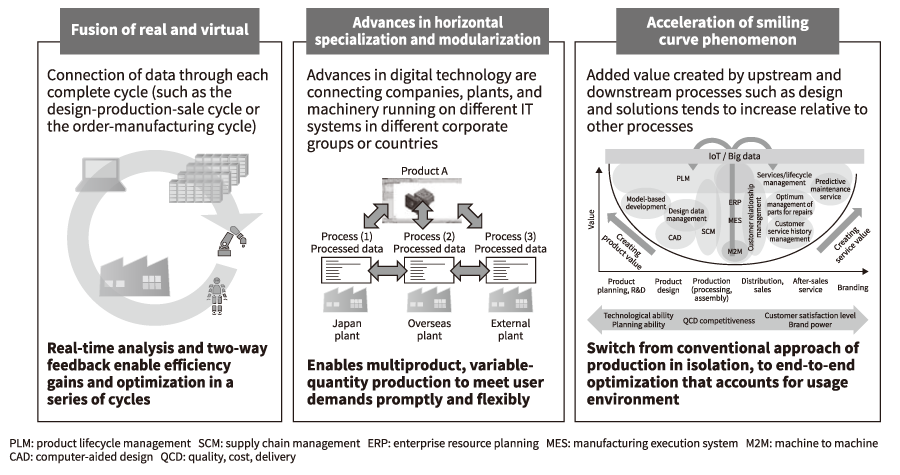 The diagrams below are visual representations of specific examples given in the Ministry of Economy, Trade and Industry’s Connected Industries concept framework.
The diagrams below are visual representations of specific examples given in the Ministry of Economy, Trade and Industry’s Connected Industries concept framework.
Modularization, meanwhile, is a design/manufacturing method used to standardize the interfaces of core components and combining them to create finished products. While the field of consumer electronics, typified by PCs and the like, is well-known for the use of this method, the field of mobility products such as automobiles typically uses the integrated manufacturing method. This integrate manufacturing method is unable to produce finished products just by standardizing and combining component shapes and interfaces. It must also evaluate the dynamic characteristics and safety of the whole assembled product in various ways, which has made modularization extremely difficult for mobility products compared with consumer electronics(3).
But, thanks to advances in digital engineering, the various evaluations that were once difficult to perform, can now be performed precisely by using simulations, which have become useful for enabling modularization of even integrated products. Carmakers seeking to enable high-mix production by combining core modules began creating modularization strategies around 2010(4). Modularization is also being used to standardize business processes as well as objects. One of the aims of Industrie 4.0 is to create international standards for business processes. Naturally, modularization is also accelerating the growth of industrial specialization and globalization (see center panel of Figure 2).
Hitachi aims to provide digital platforms that connect the value chain end-to-end, extending from the workplace to management, and from suppliers to users. This section focuses on the manufacturing solutions that form the core of these platforms by connecting the workplace and management (see Figure 3).
The following subsections present the business operation management layer, the manufacturing management layer, and OT-related technology at production sites. The business operation management layer consists of design support services that underpin global manufacturing. The manufacturing management layer consists of production planning simulations used to support high-mix low-volume production, and expert skills quantification technology used to transfer skills and stabilize quality. OT-related technology at production sites includes IoT-compatible industrial controllers and IoT platform solutions connecting OT and IT. These solutions connect to Hitachi’s Lumada IoT platform to help increase manufacturing efficiency and to promote end-to-end value chain optimization.
Figure 3—Manufacturing Solutions Supporting End-to-End Value Chain Optimization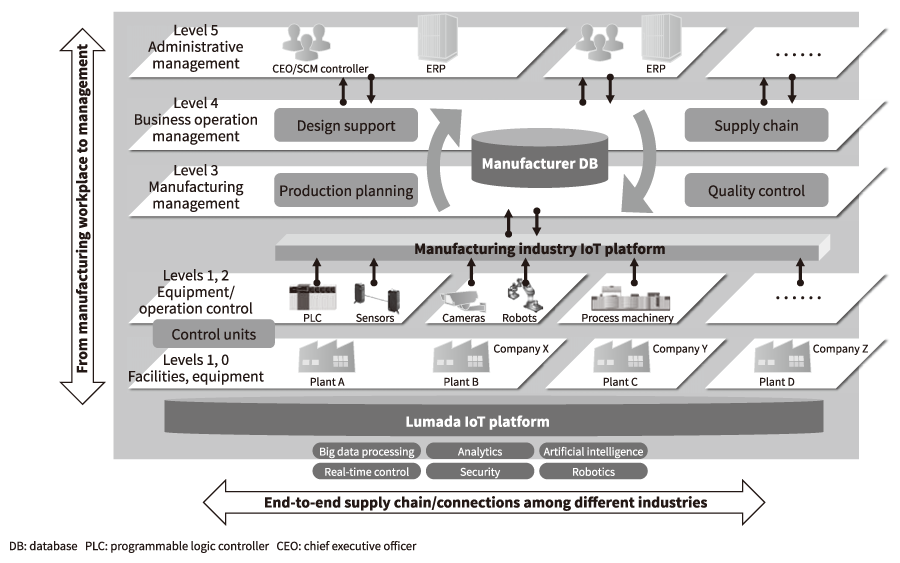 Solutions for the business operation management layer, manufacturing management layer, and equipment/operation control layer are organically connected to support the value chain.
Solutions for the business operation management layer, manufacturing management layer, and equipment/operation control layer are organically connected to support the value chain.
The growth in worldwide industrial specialization made possible by advances in modularization is creating a greater need for multiple offices to collaborate on design work and share design data. Hitachi provides an environment that can connect business processes among multiple offices through cloud-based management of design data and the design environment. The benefit of the environment it provides lies in its ability to help increase design work efficiency and quality, while training young designers. The environment’s functions include operation management that supports the standardization of design processes and design rules, design expertise management associated with design documents, and unified management of the design environment and design tools (see Figure 4).
Figure 4—Design Support Services that Underpin Global Manufacturing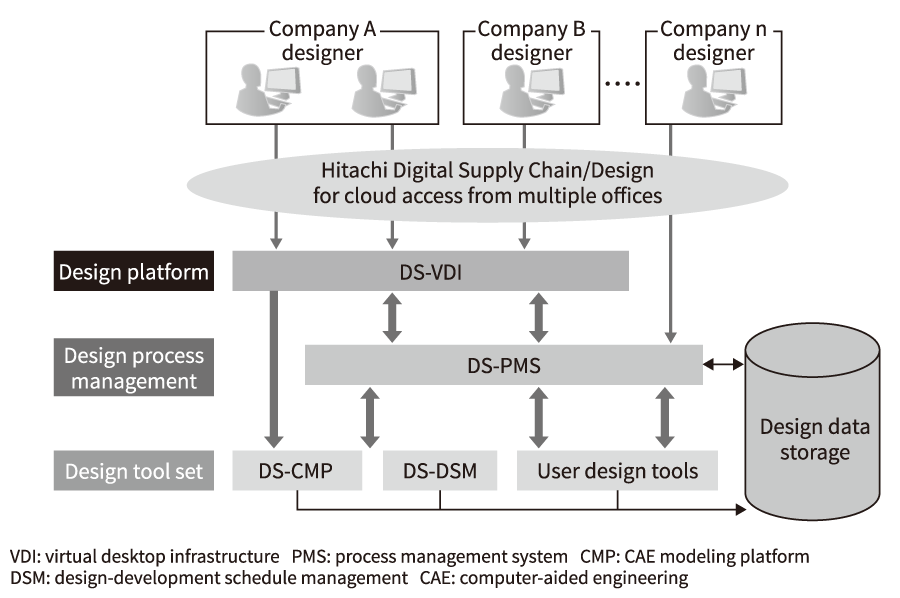 Services that provide cloud-based functions needed for design work spanning different companies or organizations consist of DS-VDI (the design platform), DS-PMS (used to manage design processes), and a design tool set.
Services that provide cloud-based functions needed for design work spanning different companies or organizations consist of DS-VDI (the design platform), DS-PMS (used to manage design processes), and a design tool set.
Figure 5—Factory Simulator Application Method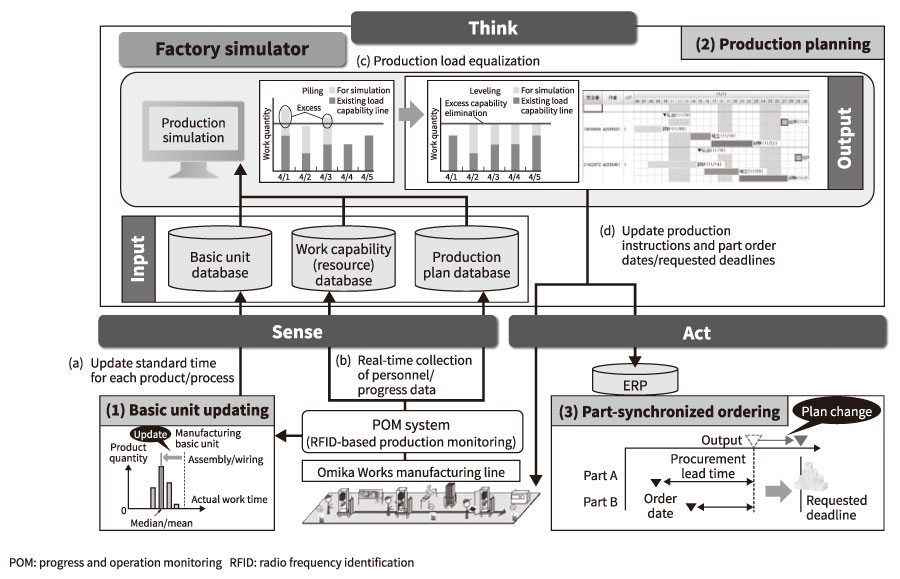 A circulation model of the sense (visualize data), think (analyze the data), and act (respond) cycles was created by connecting the factory simulator, POM system (RFID-based production monitoring), and the plant’s ERP software. The model has helped optimize plantwide production planning and decrease inventories of resources such as parts.
A circulation model of the sense (visualize data), think (analyze the data), and act (respond) cycles was created by connecting the factory simulator, POM system (RFID-based production monitoring), and the plant’s ERP software. The model has helped optimize plantwide production planning and decrease inventories of resources such as parts.
Figure 6—IoT-compatible Industrial Controller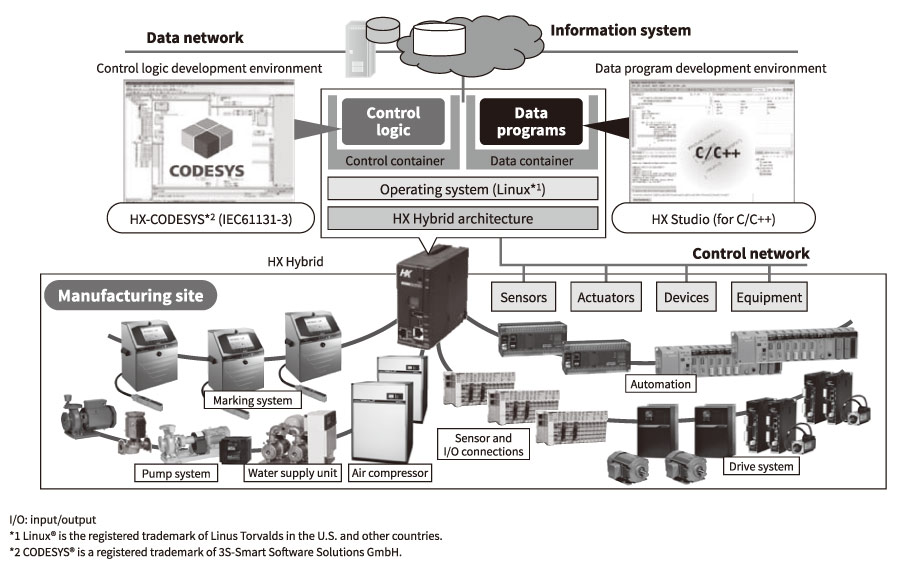 The architecture of an IoT-compatible industrial controller is shown below. The controller is equipped with containers that enable independent execution of control operations and data processes.
The architecture of an IoT-compatible industrial controller is shown below. The controller is equipped with containers that enable independent execution of control operations and data processes.
This article has looked at Hitachi’s manufacturing solutions that connect the workplace and management.
These solutions also connect with Hitachi’s Lumada IoT platform, helping to increase manufacturing efficiency and promote end-to-end value chain optimization. While Hitachi has an extensive track record in digital engineering for the manufacturing industry overall, its work with the IoT and artificial intelligence (AI) has yet to get fully underway. It is creating environments that enable the use of deep learning and various other types of AI as tools, but still needs to overcome several challenges such as gaining expertise in the acquisition and use of suitable learning data. Work on using image analysis technology to protect and pass on the skills of experts in the form of ‘digitalized tacit knowledge’ will be another key area.
Hitachi will continue to work toward advanced utilization of digital technology.
