Foundations of Next-generation MONOZUKURI Transformed by Digital Technology
—Hitachi’s Rolling Stock Business Case—
In a world where technological pressures are rising and mobility solutions are evolving rapidly, the ability to shorten time-to-market without compromising delivery reliability and product value is a priority for Hitachi’s rolling stock business to compete in the global market. As demand for mobility grows, businesses also need to become more sustainable and efficient. Within this context, digitalization brings challenges that must be promptly addressed to maximize sustainable and profitable growth, thereby ensuring best value for the brand. Accordingly, the focus needs to be on exploiting the potential of integration. Hitachi’s rolling stock business, with eight production sites spread across the world, is seeking to establish a global footprint plan through a transformation of its business that involves greater process integration together with innovation and digitalization of core activities.

Global megatrends are reshaping the rail industry and driving growth. Widespread merger and acquisition (M&A) activity is driving a transformation of the industry that includes consolidation among competitors. Moreover, demographic growth, economic development in emerging markets, and increasing urbanization are just some of the trends behind the ongoing rise in demand for mobility. The mobility sector of today faces urgent challenges that include traffic congestion, road safety, and environmental concerns. Meanwhile, the development of new technologies such as artificial intelligence (AI), the Internet of Things (IoT), big data, and drive-by-wire are having a strong impact on complex systems, including trains. Hitachi is addressing these challenges for society by transforming its own business to foster growth, innovation, and digitalization.
Figure 1—Shift in Approach to Work Organizations are typically structured around one or more of the following drivers: geography, competencies, and products. An organizational transformation that prioritizes competencies and products over geography will generate more value and drive growth.
Organizations are typically structured around one or more of the following drivers: geography, competencies, and products. An organizational transformation that prioritizes competencies and products over geography will generate more value and drive growth.
Hitachi's rolling stock business began its “value change journey” in 2015. Teams from various countries, principally UK, Japan, Italy, and the USA began sharing knowledge, processes, and work methodologies. This was also intended to identify best practices across the different regional businesses to provide a starting point for a new operating model, but doing so in a way that did not interfere with the routine activities needed to deliver on promises to customers. Initial work on the integration of product manufacturing included the West of England project*1, in which a train designed in Japan was manufactured in Italy and delivered to a customer in the UK. This was followed by deeper integration of processes, starting with plans for integrated working practices using a project-based approach. This integrated working approach fosters process optimization and collaboration between different plants and regions, the aim being to maximize skills and competencies and to adopt best practices across Hitachi. This transformation utilizes approaches that bring processes at the center of people, plants, and regions together and is based on the following key guiding principles:
Organizations are typically structured around one or more of the following drivers: geography, competencies, and products. As Figure 1 shows, integration of the rolling stock business initially had a geographic focus, a consequence of the recent acquisition of the business in Italy together with the new plant and growth opportunities in the UK. This is to be followed by a shift toward using competencies and products as a way to generate value and drive growth. Making a success of this transition (shown diagrammatically in Figure 1) will unleash resources that can then be reinvested in competencies and products thereby delivering efficiencies and solutions that enhance competitiveness. These synergies arise from economies of scale, not only from greater volume. The work, therefore, must be focused on three forms of integration: the integration of production volume, the integration of scope, and the integration of competencies. Economies of scale achieved through the global management of procurement, for example, can deliver significant savings. Integration of products, meanwhile, means that Hitachi can offer a wider product range while also achieving greater sharing of components between different products. Likewise, the integration of competencies means that the best available skills can be deployed to deliver superior products. An example that demonstrates this point is a new converter that was developed for the Caravaggio, a regional train for Italy. The development involved design teams in both Naples in Italy and Mito Works in Japan working together to come up with a value-added solution. The project won favor not only with the customer in Italy, who entered into a framework agreement to build up to 300 regional trains valued at approximately 2.6 billion Euros, but also within the Hitachi community, with the solution winning the Hitachi Inspiration of the Year Global Award 2017*2.
Operating as a truly global business provides greater flexibility for reacting to fluctuations in customer demand. As such, efforts must focus on process re-engineering before organizational changes. Organizing manufacturing sites by the key technologies they deal with based on their core competencies and allowing them to work as a network facilitates a “symbiotic organization.” Process re-engineering allows the entire organization to shift its focus from products to platforms and to deliver added-value services. Global product lifecycle management (G-PLM) is the key enabler of this business transformation. It enables end-to-end management over the life of products, from the initial three-dimensional (3D) design and preparation of the engineering bill of materials (EBOM) through to the manufacturing bill of materials (MBOM) and services bill of materials (SBOM). More specifically, 3D designs are increasingly used for simulation and prototyping across the rail businesses, a practice that helps shorten lead times, improve reliability, and reduce costs. Example uses of 3D simulation include noise control evaluation in the UK's High Speed Two (HS2) project and for the Caravaggio regional train that has been manufactured and tested at 160 km/h over a 19–month period. G-PLM will further facilitate workload balancing by shortening lead times, improving plant utilization, and increasing return on investment (RoI). By setting common key performance indicators (KPIs) by plant and by project, and monitoring these across all manufacturing sites, it is possible to establish benchmarks and to foster growth.
More than 100 people across Hitachi's rolling stock business divisions have been involved in the G-PLM project. The plan includes 73 workshops, of which 57 have already been completed. Achievements to date include establishing a common understanding of processes and methodologies, agreeing on a global product breakdown structure template, defining a global product change process, and introducing the concept of a service BOM.
Other key projects include a standardization matrix and a global innovation database. The standardization matrix optimizes management of train components with the aim of increasing standardization in new projects. It improves the reliability of products while also generating savings both on design engineering time and procurement. It also enables key strategic decisions about costs and timings to be made when bidding for work. The global innovation database is a tool that consolidates global projects into a single database. As an enabler of competency integration, it is intended to improve product quality while also shortening time-to-market.
Global mega-trends are leading the growth of the rail industry. Demand for mobility is more and more based on the user experience. The use of data, the ability to analyze big data based on user experience, and the development of new technologies are creating new business opportunities. Digitalization generates massive value within industries. Developing a global operational organization with a digital offering significantly increases the business operating margin and ensures profitable growth. Moreover, competitors are moving fast to develop new products and processes that leverage their advanced platforms, with new design tools and the application of advanced robotics using AI to mobility.
Hitachi can envisage this future, with the challenge being to identify the appropriate ground-breaking technologies and to continue setting the right strategies to create business opportunities and ensure profitable growth. Its digital transformation – IoTrain program was established with these objectives in mind. IoTrain seeks to “digitalize the core” thorough innovations in both products and processes. The program is designed to deliver value in four different areas:
Figure 2 illustrates what the program is about. IoTrain involves working through a cycle that starts with the development of the train of the future, followed by the implementation of digital operations and support functions and the enhancement of service activities that, in turn, provide useful data for fine-tuning designs and improving product reliability. A “digital and data platform” and a digital “people and organization” environment are the key enablers of the digital transformation of the business. The digital and data platform involves building a state-of-the-art IT infrastructure that includes IoT solutions and systems for analyzing big data. This leverages other Hitachi platforms such as Lumada and Pentaho, as shown in Figure 3.
Figure 2—Overview of IoTrain Program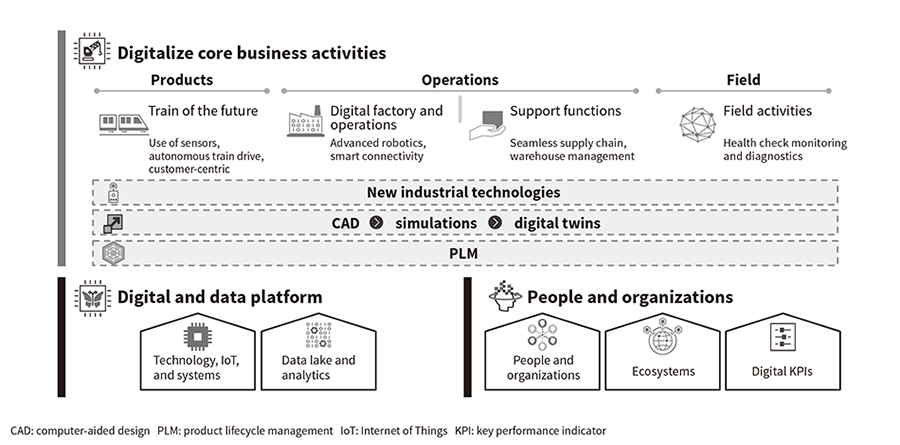 The IoTrain program seeks to digitalize core business activities, the underlying concept being to operate Hitachi’s rolling stock business divisions on a global basis.
The IoTrain program seeks to digitalize core business activities, the underlying concept being to operate Hitachi’s rolling stock business divisions on a global basis.
Figure 3—Digital Data Platform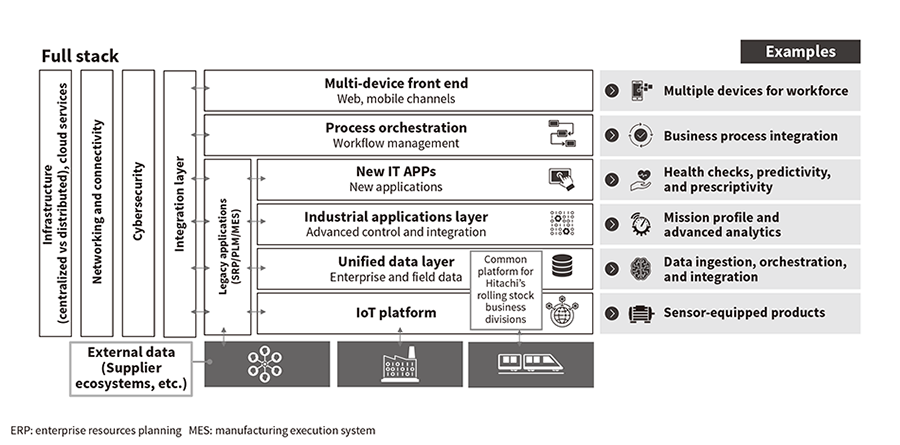 The figure shows a conceptual view of the state-of-the-art IT infrastructure at Hitachi’s rolling stock business divisions, and how it is used.
The figure shows a conceptual view of the state-of-the-art IT infrastructure at Hitachi’s rolling stock business divisions, and how it is used.
People and the organization are required to support a shift in competencies and new ways of working through agile methodologies. As Figure 4 illustrates, the train of the future will have intelligent sensors for real-time data measurement. This provides real-time information that is shared with control rooms for prescriptive optimization and also enables on-site diagnostic and health-check monitoring via an IoT platform.
Figure 4—Digital Train with Field Data Acquisition Enabling Predictive Maintenance By providing the control room with real-time data acquired from intelligent sensors, the next generation of rolling stock will be able to respond appropriately to situations that arise.
By providing the control room with real-time data acquired from intelligent sensors, the next generation of rolling stock will be able to respond appropriately to situations that arise.
Moreover, systems for video analytics and cybersecurity as well as obstacle detection sensors and use of radar or cameras for driving assistance will enhance safety. The digitalization of factories, operations, and support functions also provides the means to optimize design solutions and manufacturing processes through the use of 3D computer-aided design (CAD), advanced simulations, and digital twins. This leads to a shortening of both lead times and overall time-to-market. The digital control and inspection processes provide a superior standard of quality and the cross-plant control tower monitors production in real-time as shown in Figure 5. The digital supply chain control tower forms part of an end-to-end process, enabling the global management of materials and components, thereby transforming the process from a traditional supply chain to a network of activities. By enabling a significant increase in production volume along with higher quality standards, the control tower also enhances Hitachi's market position by allowing a wider range of maintenance services to be offered. Hitachi's rolling stock business divisions are collaborating with Hitachi's Social Innovation Business Division (SIBD) to develop a highly advanced digital supply chain control tower that enables the modeling of what-if*3 scenarios and the anticipation of logistical delays.
Figure 5—Factory Digitalization Based on IoTrain The figure shows how Hitachi’s rolling stock divisions are implementing the digital factory concept.
The figure shows how Hitachi’s rolling stock divisions are implementing the digital factory concept.
To be able to compete and to foster further business growth, Hitachi's rolling stock business is undergoing a business transformation that focuses on processes, achieving integration in terms of production volumes, scope, and competencies (skills) together with a commitment to meeting the needs of its customers through innovation and digitalization.
