Achieving IoT (Internet of Things) at manufacturing sites has drawn attention over recent years. It has been sought after to establish a scheme to enhance production efficiency by connecting machines and equipment within manufacturing plants to a network and collecting data from them. However, certain facilities do not fit such a scheme. Old machines and equipment without any function for connecting to a network are still being used on the production frontlines around the world.
It should be possible to incorporate all facilities into IoT. That was the idea that encouraged the researchers to develop the facility status monitoring technology. This technology, which intermediates between facilities and the network, will support the advanced art of manufacturing.

SAKURAI Yuichi
Senior Researcher

MAEDA Masaaki
(Publication: January 19, 2018)
SAKURAIThat is correct. The Center for Technology Innovation–Production Engineering, to which we belong, has also been engaged in the research of technologies to achieve such highly efficient production. To date, much progress has been made in production planning systems, production simulators and other programs that operate on servers. They are the "brain" of plants, so to speak. On the other hand, a new issue has surfaced as well. It is the question of whether the "brain" is given enough information from the facilities, or the "body," in the plants.
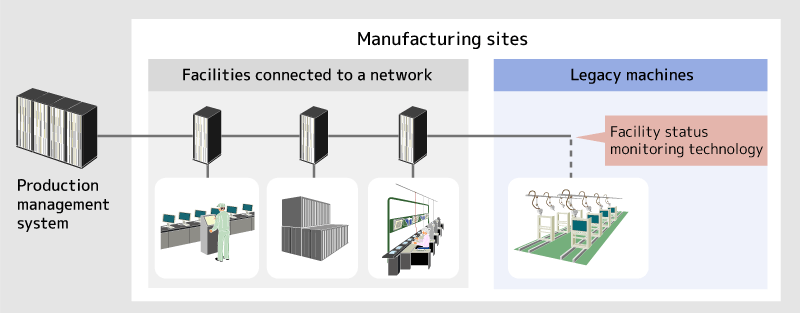
In fact, plants have many facilities that cannot be connected to a network. They are old machines and equipment that were introduced before the internet became widespread but are still being used. They are called "legacy machines." It is difficult to grasp the operation of the legacy machines because their data cannot be collected via a network. Thus, they cannot be appropriately fit to production plans that utilize IoT. Therefore, they remain an obscure part in the production processes of plants. Such a situation is far from truly efficient manufacturing. This is why there is a growing need around the world for technologies that intermediate between a network and legacy machines so that they can be easily incorporated into the production system. In the face of such a need, we have developed the "facility status monitoring technology."
MAEDAThe technology makes it possible to monitor the operation status of the entire facility by attaching sensors to the legacy machines in plants. With the technology, how long and how often the facilities on the manufacturing sites operate each day can be monitored remotely through a network. We have developed a monitoring device for metalworking facilities.
SAKURAIWhat matters here is "remotely." Engineers on the actual manufacturing sites can of course grasp the facility status. However, it is difficult for those who are not there, such as plant directors who are in their offices and engineers who are abroad on business, to accurately grasp the facility status. What is particularly difficult is to grasp the status of idle machines that are turned on but not being used. You can tell whether such machines are turned on or off by checking the records of lamp lights, etc. But you cannot tell whether they are actually being used or remain idle. By using the facility status monitoring technology, however, you can collect such information remotely via networks.
Figure 1: Legacy machines at manufacturing sites
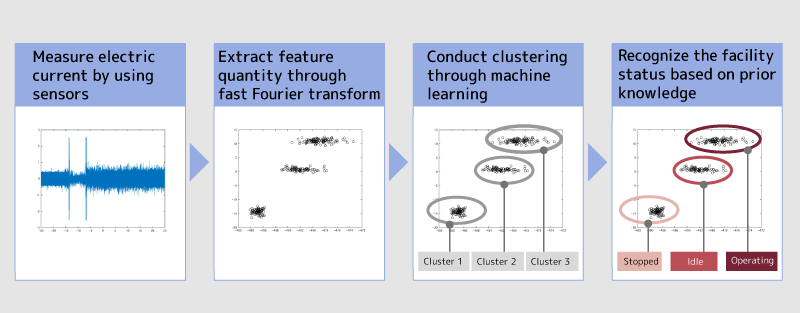
SAKURAIFirst, sensors are attached to what is called power lines of the metalworking facilities to measure the amplitude of the running electric current. The power lines provide power to the motors that rotate the blades for machining metals. The amplitude of the electric current that runs in the lines changes according to the operation status of the facilities. The change of the current is analyzed on the spot. Only the information obtained through the analysis, or identified operation status of the facilities, is sent to the monitoring system, the "brain." If all the data obtained from the sensors are sent to the system as is, the network will not be able to bear the load as there are many legacy machines in plants.
For analyzing the data, a technique called Fourier transform is used. Fast Fourier transform is applied to the amplitude data regularly at a certain interval to pick up the frequency domain. Then, certain features reflecting the operation status of the facilities appear only at certain frequencies in the domain. Based on the features, the system recognizes the facility status.
MAEDAHowever, the changes in the current amplitude are not always identical. For the same equipment, the amplitude scale and waveform of the electric current changes when the blades are replaced or the objects to be machined are changed. The newly developed technology automatically responds to the changing amplitudes of the electric current, and recognizes the three states of stopped, idle and operating for whichever metalworking devices or whatever objects being machined. This is the peculiar characteristic of the new technology.
SAKURAIThe feature quantity is extracted from the amplitude data and clustered through machine learning. Then, we get three clusters. Each cluster corresponds to the relevant operation status of the facilities. However, machine learning alone cannot show how the correspondence should be.
MAEDATherefore, we provide "prior knowledge" to the equipment on the facility status monitoring system. In the case of metalworking facilities, the loads applied through the blades to the motors differ between the three states of stopped, idle and operating. The difference is relative, and remains unchanged even if the facility conditions are changed. Based on this knowledge, the facility status can be recognized from the three clusters arrayed in descending order of degree of load. Here, we have combined "unsupervised learning," a general-purpose technology, and the prior knowledge obtained from the facility structure, so that the system can recognize the facility status more accurately. This technology has been patented.
Figure 2: Flow of automatic recognition of facility status using machine learning and prior knowledge
SAKURAITo begin with, it was difficult to determine where to attach the sensors. When we started the research, we had no knowledge of metalworking facilities. The easiest part to attach is around the main power supply. However, depending on where the sensors are attached, various noises occur. For example, just a motion of an oiling pump causes changes in the amplitude of the electric current. If so, which would be the sensor position that should allow us to obtain the needed data in the best way? We set hypotheses and verified them to find the best place.
MAEDAI joined the Company at a time when preparatory experiments of the research were finished and a sufficient volume of data was obtained. Under the leadership of Mr. Sakurai, I was engaged in devising how to analyze the data. Upon starting the work, I was confident that the system should be able to recognize the facility status if we find a proper method, as we had already obtained a lot of data.
SAKURAIIf you only knew how much we had had to go through before that (laugh).
MAEDAWell, you were so kind as to have prepared a good environment before I started the research (laugh).

SAKURAIAt first, we tried to adopt "supervised learning" for the system to recognize the facility status. In the arrangement, we set standards in advance for the recognition, such as "stopped" or "idle" if the amplitude analysis results were such-and-such values, and the system compared the data obtained from the sensors to determine the operation status of the facilities.
However, we failed when we brought the device to an actual plant for an experiment. At that time we heard the plant's people say that engineers at the manufacturing sites grind the blades of machine tools every day for adjustments. Each time such fine-tuning adjustments were made, the amplitude of the electric current changed and was different than the pre-determined standard. As they told us, they thought that remote monitoring might be difficult to achieve for a plant like theirs where facility conditions change quite frequently.
MAEDABefore we conducted the experiment, we had devised to some extent a concept of the entire system using supervised learning. But we were troubled because the experiment results upset the assumptions of this concept. So we decided to turn to a method using unsupervised learning and prior knowledge.
MAEDAExactly. Still, we had to conduct experiments to confirm whether unsupervised learning and prior knowledge really enable the system to recognize the facility status accurately. So we visited plants in operation, attached sensors to the machine tools being used and obtained data, and continued these experiments for several months.
I don't think you can often see an environment like we were in, where we were allowed to be deep inside the manufacturing sites for research. You cannot go ahead with research using machine learning, as we did for the new technology, unless you obtain data that serves as the base of learning. But this "data collection" is the toughest phase. At Hitachi, however, besides having its own plants, the engineers on the manufacturing sites appreciated the significance of the research and cooperated with us. Such a cooperative base was a great advantage for us to proceed with the research.
SAKURAIAbsolutely. You have a good way with words (laugh). The understanding and cooperation of the engineers at the manufacturing sites is essential for our research. We were really lucky as we were blessed with favorable research conditions.
More than anything, people on the sites were eager to somehow make the facility conditions visible. While there is an ongoing trend globally to use state-of-the-art technologies like the Industrie 4.0, there are still old machines and equipment being used. People on the sites were quite willing to use such old facilities by drawing them into the IoT trend.
MAEDAWe presented this technology at the Japan Society of Mechanical Engineers in September 2016 and were granted the Excellent Paper Award in the manufacturing systems division. The division is full of experts in production system, including plant managers and production system researchers. We were very honored with the Award, as the research in production systems is a fairly hot area drawing much attention.
SAKURAISuch a technology as we have developed, in which data is processed at the end of a network and only necessary information is transmitted to the central unit, is called "edge computing." I think it will become key going forward. When considering adoption of IoT at plants, we cannot avoid facing the problem of network loads, as data is to be collected from all the facilities. Instead of directly transmitting the collected data to the central unit and then thinking what to do with the data, the technology processes the data at each end of the network. By doing so, the technology allows using data cleverly while reducing the load. I think it can be applied and utilized in other settings.

MAEDAWe have learned that the operation status of metalworking facilities can be made visible by using the newly developed technology. But plants have many other facilities like press machines and mixers. Including those machines, I want to make the operation status of all legacy machines visible.
Moreover, aside from the operation status, people on the manufacturing sites have other matters that they want to make visible. For example, they want to monitor the status in which machines are stopped abnormally or are out of order. Machines may also be in a status in which they are still being used but are about to fail. Finding out which equipment is about to fail is called "prognostic detection," and I hope the technology is applied in such areas as well.
SAKURAIWhat is important in my view is that our mission is manufacturing goods after all. Making the status visible is not our final goal. We must create a scheme in which the technology is combined with other technologies to further transform manufacturing sites into better states.
Plants always seek to produce goods of higher quality at lower costs and in a shorter period of time. We pursue the technologies and the IoT format that are needed to achieve this goal. This is the great mission upheld by the Center for Technology Innovation–Production Engineering as a whole. Going forward, I will keep thinking about how we researchers can apply our expertise to the frontlines of manufacturing.



